

There’s no clear water from a muddy well.
-Patrick Rothfuss, The Wise Man’s Fear
Sawdust production is the essence of woodworking, but a little planning early in the process will always result in more efficient work.
In this article we’ll examine the four planning tools and documents critical to efficient woodworking, and which beginners to the craft need to know (whether they decide use them or not): (1) Design drawings; (2) Bill of materials or cutting list; (3) Cost estimate and; (4) Schedule, or programme.
Planning Tool No. 1 – Drawings

There’s not enough time or space in this humble website to discuss drawings in any detail, but for purposes of solidifying your thoughts into a goal, and determining the objectives necessary to reach that goal, you will need a design, of some sort, recorded in a drawing, of some sort.
Without a drawing, even if it’s just a sketch on a paper napkin using a drinking straw and ketchup, you have no plan. And without a drawing, you lack the most important tool to maintain quality, cost and schedule. Do any of these factors matter to you?
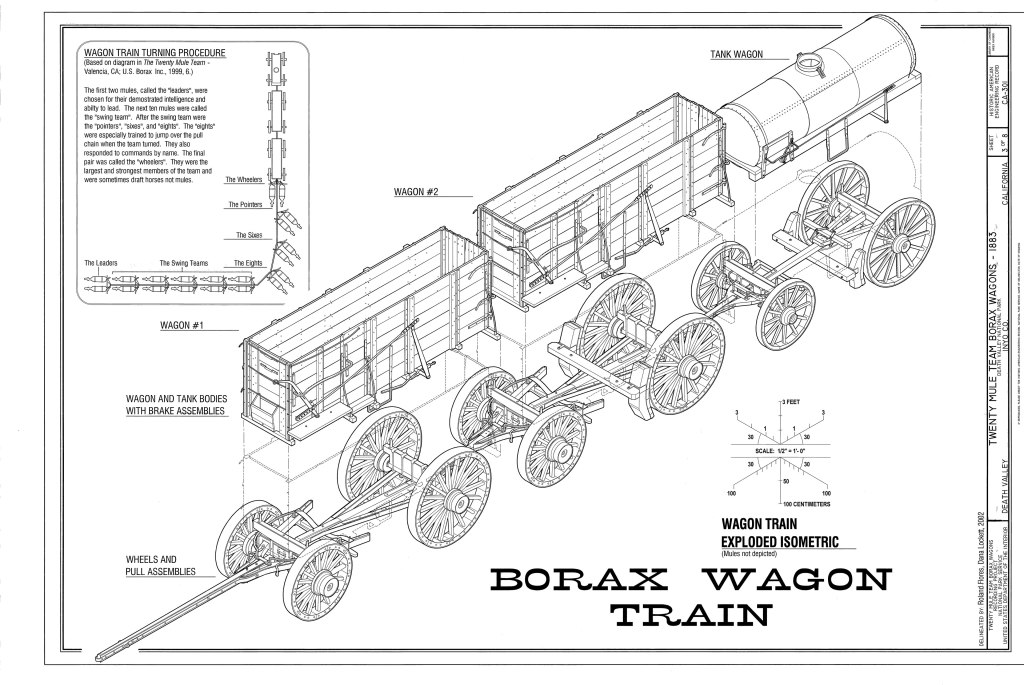
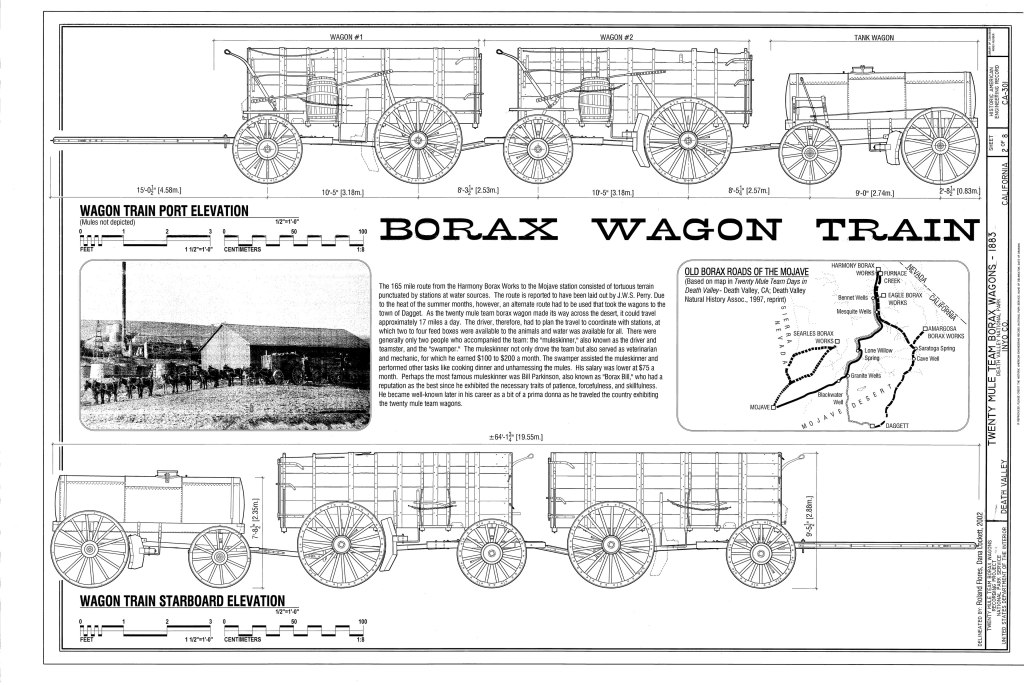
For this purpose you would be wise to own the tools and develop the skills necessary to make simple technical drawings of your project including plan views, elevations (side views of all six sides) and cross sections. Isometric drawings are nice too, but not mandatory for most projects.
A computer with CAD software won’t hurt, but such expensive, complicated tools are not necessary unless you’re required to submit design drawings for review and approval by a paying Client, or perhaps She Who Must Be Obeyed. If a paying client, make sure you allow time in your schedule, and funds in you budget if you are paying a draftsman or CAD monkey, to revise and resubmit drawings. I strongly advise you to never begin making sawdust before your Client has approved (and ideally, signed) the design drawings, even if they’re drawn in Heinz ink.
For simple projects, such as furniture or joinery, dimensioned pencil drawings on plain paper will usually suffice. So you’ll need paper (mylar drafting paper is worth the cost for its durability), a board to tape your drawing paper to while you’re working on it, drafting or masking tape to secure the drawing, a square (a framing square will work fine), a 45˚plastic, steel or aluminum drafting triangle, and a straightedge to guide your lines, a pencil and eraser, a scale (e.g. 1/4″= 1′), a divider or two, and a drafting scale.
Planning Tool No. 2 – Cutting List or Bill of Materials
Once your design drawing is near completion, you can get started on making a Cutting List or Bill of Materials (BoM)
A BoM (AKA Materials List) lists all the pieces, parts, components and supplies required to fabricate the project. You may not need that much detail, but you will absolutely need a Cutting List. The following are the primary reasons for making a cutting list:
- Efficiency: Reduces guesswork and speeds up the build process.
- Accuracy: Ensures each part is laid-out, measured and cut correctly.
- Material Management: Helps you to accurately estimate the quantity of lumber needed, it’s minimum length, width and thickness, as well as its cost.
- Organization: Keeps your workflow structured, so you know what to cut and the most efficient order to cut each part.
- Reproducibility: Acts as a record should you want to recreate the project in the future.
A cutting list is simply a table, often written in MS Excel, Google Sheets, other spreadsheet software or even by hand on a paper notepad in ketchup. Professionals purchase or develop cutting list computer templates for the type of project they typically undertake, but this only make sense in production work.
List all the major wooden components in this table, including the name of each part, its location in the assembly, all its dimensions (length, width, thickness) and species of wood, if more than one is used, and its designation. If special surfaces treatments (e.g. roughsawn, hewn, adze, paint, stain, pink candy apple glitter with rhinestones, etc.)
Regarding the term “designation,” this is simply a non-permanent marking convention you employ at your discretion. Whatever method you choose, you need to be able to place this mark quickly, legibly and directly on each part, in pencil or lumber crayon. Indelible marking pen, for instance, is not good because it’s permanent and can bleed through the finish months after the project is finished.
A glance at any mark you’ve made should tell you exactly where it belongs within the assembly in an instant.
I use a version of the cabinetmaker’s triangle. Include these marks in the cutting table to describe each individual part. Please also mark this designation directly on the wood so there is absolutely no confusion.
Consistency is mandatory and care must be taken to avoid confusion. If you do a good job developing your marking convention it will serve you well for many years and many projects turning cursing and confusion to deep satisfaction. This is a big step in developing professional-level skills.
Dictum: Popwoodwork: FineWoodwork
Can you get by without a cutting list? Sure you can. But you save nothing by not preparing one, not even time, and can loose much. Moreover the process is excellent training that will give you confidence moving forward. It may improve your overall analytical capabilities too.
Planning Tool No. 3 – Cost Estimate
If Gentle Reader has bottomless pockets, such that the quantity and quality of wood available to you are unlimited, then a cost estimate may be unnecessary. But even then, I encourage you to prepare a cost estimate because, as a wise construction estimator named Warren (RIP) once told me, you can never truly understand a project until you’ve made a cost estimate. Why? Because to make a cost estimate you need to analyze the project in detail and list (1) all the materials and (2) the dimensions and quantity of the parts, calculate anticipated waste, estimate the time to make and assemble all the parts, and then multiply the quantity of materials (perform a quantity takeoff) required by the unit cost of those materials, and add the labor cost.
As you can see, a cost estimate is the natural expansion of a cutting list, which in turn is a natural extension of a design drawing.
This may not be an easy job, but if you aspire to professional-grade skills, then the exercise is worthwhile even if the resulting accuracy the first few times is not stellar. Two steps forward one step back is still progress!
Planning Tool No. 4 – Schedule
Part of creating a final cost estimate, as in a commercial bid, is to breakdown the work required to accomplish the project into pieces and assign a time value and unit price to each, analyze the best workflow combining all the tasks, and then to insert this information into a document called a “schedule” in countries influenced by USA where the CPM (critical path method) schedule was first formally developed for planning and managing factory shutdowns and shipbuilding, or a “Programme” in the UK, or a kouteihyou (工程表) in Japan.
A schedule is the actual step-by-step plan for the build. Is it absolutely necessary to write one? No, of course not, but until you can write a simple schedule, you don’t have a real plan, just a SWAG (scientific wild-ass guess).
Computer programs are commonly used to write and manage schedules nowadays, MS Project, SureTrak (now defunct) and Primavera P6 are some your humble servant has used over the years. Such software is extremely convenient and even useful, at least they were until Oracle got involved. That said, I learned to write and manage schedules by hand long before commercial computer software was available, and continue to make rough schedules for even complicated construction projects by hand, so fancy software is not necessary, especially for hobby woodworking projects.
The key points to pin down when writing a schedule are to first plan the the project with drawings and cutting lists, and to then identify the various task or jobs it will take to get the job done, and time it will take to complete each. Then figure out which of those tasks can only be done one after the other, and if they can be worked on consecutively, what the timing of the work progression will be.
For instance, when making a door, the parts must be cut to size before the joints can be cut, which in turn can only begun after the wood has been procured, thickness planed and jointed. On the other hand, you can procure the wood, hinges and begin thickness planing before, or even at the same time some of the joints are being cut.
For example, your breakdown might include the following tasks, some of which you may perform directly, or you may subcontract out to others, finishing for example.:
- Produce drawings: 4hr
- Procure materials: 16 hrs
- Mark materials: 1hr
- Saw materials to approximate length and width: 8hrs
- Thickness plane and joint one edge of materials: 3hrs
- Layout: 1hr
- Cut joints: 8hr
- Test-ft & Glue-up: 1hr
- Cleanup: 0.5hr
- Finish sand/plane: 2hr
- Apply finish: 3hr
- Install hardware: 1hr
- Deliver/install final product: 6hr
- Invoice Final Payment: 1hr
In the case of hobby woodworking, a detailed schedule may be psychologically onerous, taking all the joy out of the project. On the other hand, it can help prevent simple projects and small cash investments from morphing into complicated, expensive projects. But you never know until you give it a try.

Conclusion
Gentle Reader may be off-put by these steps and document-prep because they seem like actual work, contrary to the spirit of woodworking as an excuse to drink beer hidden away from the flaming eye of She Who Must Be Obeyed. But please keep two absolute truths in mind: First, regardless of how or when or to what degree of detail you perform the tasks I’ve described in this humble article, none of them are busywork. Indeed, documents have been found (on papyrus, no less) that evidence that Pharoh’s project manager for the pyramids did the same.
Second, whether you realize it or not, in one way or another you will do every single one of these jobs before the project is complete, you just won’t realize you’ve done them until after the fact. And if you proceed without a plan, you will have done them in a disorganized manner, out-of-sequence, on the fly, inefficiently, and perhaps with haphazard results. Such is human nature.
While the planning and documents these steps require may seem like they will make the job take longer, the truth is it will go quicker, with better results, and with better quality at less cost. I promise.
Until we meet again to gather herbs and posies in the troll woods, I have the honor to remain,
YMHOS

If you have questions or would like to learn more about our tools, please click the “Pricelist” link here or at the top of the page and use the “Contact Us” form located immediately below.
Please share your insights and comments with everyone in the form located further below labeled “Leave a Reply.” We aren’t evil Google, fascist facebook, or a Whitehouse staffer and so won’t sell, share, or profitably “misplace” your information. If I lie may all my sawteeth shatter.








































































Please Leave a Reply