[This article was written by the energetic Doctor Antone Martinho-Truswell, a Most Beloved Customer and Dean at St Paul’s College, University of Sydney. While not as scholarly as his fascinating and romantic earlier guest post titled Permanence, in this article Antone has graciously shared an aspect of his woodworking experience that will resonate with many Gentle Readers. Please enjoy.]
A few weeks ago, I was putting the final touches on my most recently finished, and largest, woodworking project to date. Over the past 18 months, interspersed with dozens of smaller and more pressing projects, I’ve constructed this tea-house styled cubby house for my daughters, complete with engawa, shoji screens (already torn and patched), Aussie-style “tin roof”, and tiny roofed reading nook overlooking Australia’s Blue Mountains National Park. My daughters made the paper garland to celebrate the opening of their new palace.
Engawa view
With this project I set myself the challenge of making the entire structure using only handtools (save a cordless drill for the roofing screws), and to use primarily reclaimed timbers. The timber frame, floors, and inside surfaces of the wooden walls were all hand-planed with a kanna, and all of the joints hand-cut. This involved cutting some 300 joints, and an almighty amount of handplaning.
But it was the ripping that did me in. Or rather, did in my tools. Between the wall panels, floorboards, shoji frames, and the joints themselves, this involved a tremendous length of rip cuts in very hard Australian woods. As I celebrated the completion of the project with a glass of vintage Château Thames Embankment while gazing across the verdant valley, I considered the small collection of exhausted Japanese rip saws the project had left in its wake.
I had been using modern, disposable-blade, induction-hardened Japanese saws on this project, and two, in particular, gave the ultimate sacrifice in the process.
One saw was a rip single-edged kataba already fairly used up on other projects, the other a fresh but inexpensive ryouba that I dedicated to this project in particular. As Stan has noted before, these induction-hardened and mass-produced Japanese saws are excellent tools – sharp, effective, and long-lasting. Moreover, I had been putting them to more punishing work than usual – “in the field” rather than the workshop, cutting reclaimed timber replete with grit, dirt, and other dulling faeries that grinded away their cutting edges.
I am normally meticulous in following Stan’s advice to clean one’s timber and remove dirty, gritty surfaces with dedicated roughing tools before putting quality blades to work, but this project called for a different approach – there was too much timber to efficiently clean before working it, and the inexpensive saw was purchased and dedicated to the project in order to prevent needless back-and-forth while assembling the structure in the garden, so it served as both roughing and finishing tool.
Later, while enjoying a refreshing beaker of Château Fleet Street, I realized two things. First, that my much older furniture-making ryouba had also been dulled by local faeries; and second, that I needed to replace my other workhorse handsaws.
Naturally, this meant contacting Dear Old Stan, the only solution when tools that work are wanted. (Stan, I’m waiving my copywriting fees for that tagline.)
After some back-and-forth with our reliable proprietor, I settled on three saws to renew the capabilities of my saw-box. Our discussion covered a few considerations:
I have no shortage of fine-tooth saws like dozukis and hozohikis, all of which are working fine and providing good service.
I am up for the challenge of re-sharpening rip teeth, but am wary of the time investment versus benefit of trying to sharpen the complex shape of Japanese crosscut teeth.
These new saws would be used for sawing stock to rough dimensions. I frequently make furniture from locally-sawn slabs, and so need to make long rips and crosscuts to efficiently break these down into smaller components.
I wanted saws that are nicer, more real, and more meaningful than mass-produced tools, if possible.
Gentle Reader will not be surprised to learn that Stan delivered all I needed and then some.
The firstcab off the rank was an antique 300mm ryouba labeled as being made of Tougou steel – a now rare tool steel produced by Andrews Steel of Britain. This is a stiff bladed, large ryouba, and a very handsome saw. Stan offered, and I enthusiastically agreed, to have this saw tuned, sharpened, and teeth re-profiled for hardwood by his saw-smith, Takijiro.
Takijiro trued and tensioned the blade, leaving behind the telltale henpecks seen on the sides of the blades.
This new saw’s first challenge was crosscutting a slab of camphor laurel planned for a coffee-table top, about 650mm wide and 40mm thick (after giving the slab a good scrub with a wire brush first). It took me about 2 minutes to complete this cut, and it was exceptionally easy to keep straight. I followed this with a 1200mm long rip cut through the same in about 4 minutes and equally satisfying. The cut surfaces were exceptional – very smooth and very straight, even with my paltry skills.
I could not have been happier with this saw, which came from Stan’s “miscellaneous ryouba” selection, and the decision to have the blade tuned and the original teeth replaced with dedicated hardwood teeth is something entirely to be recommended to all potential purchasers.
But one is never enough. And after years of reading Stan’s enthusiastic praise of them, I also wanted my own bukiri gagari, a much rarer and more specialized saw. Here, Stan was able to provide this beautiful 330mm blade made by Takijiro, again, sharpened, trued, tensioned, with hardwood teeth, and with a beautiful natural wooden handle to boot.
Nakaya Takijiro Masayuki, sawsmith extraordinaire
This saw is a joy to use. It’s much bigger than its 330mm size might suggest on first read. It feels like a much bigger, more substantial tool than the 300mm ryouba, despite the blades being notionally similar in size.
I soon became accustomed to using a pull saw with a “pistol grip” handle (aka “shumoku” handle), and sure enough it delivered a straight cut and quickly. I put this saw to the task of making the matching 1200mm rip cut on the other side of the slab, and the results were, as expected, fantastic.
I can’t overstate how much easier it was to make quality cuts with these quality tools. I’m not a professional carpenter, but neither am I a turnip, and can usually make a fist of accurate work even with subpar tools. And while I have some higher-end dozukis and other fine-toothed saws, I had kept my ryoubas and rough work kataba saws cheap and cheerful to this point. These saws were, if not quite like the light that shone round Saul on the road to Damascus, at least a bit like scales falling from my eyes.
The third saw I ordered from Stan was a mass-produced and induction-hardened crosscut ryouba, with an exchangeable 300mm blade – larger than is easily found here in Australia. The reason for this choice was explicitly related to one of my purchasing criteria above, namely that I suspect that I will not be attempting much crosscut saw sharpening any time soon.
The aforementioned ryouba and bukkiri gagari saws are both traditional, handmade saws with teeth that will require regular sharpening.
Stan kindly included in his package a tiny specialized saw file to accomplish this task. But I will be babying the crosscut teeth on the ryouba out of my own hesitancy to try to sharpen them. As such, I thought it wise to make use of the best of modern technology in this affordable, induction-hardened saw to be used whenever extensive rough cross-cutting, sometimes through less than immaculate timber, is required. It cuts very well indeed, and quickly, if without some of the romance and spirit of the handmade saws.
These saws are already the new front-benchers in my workshop, and doing excellent work. The only thing I recommend more strongly than Stan’s tools are his advice and counsel in selecting, using, and caring for them.
There are many people selling tools. But the world will never see the likes of dear old Stan.
As we say in Australia, here’s wishing you a Ripper Christmas! May the greatest of all carpenters be a light unto you and your loved ones.
Antone
Christ in the House of His Parents, oil on canvas by John Everett Millais (1849-1850), at the time a controversial painting much criticized by the likes of Charles Dickens because of its realistic depiction of a country carpentry workshop, especially the dirt, sawdust and shavings on the floor. But surely this is what a poor carpenter’s workshop in rural Nazareth would have looked like when Jesus was a small boy. Joseph is shown working on a simple battened door joined with nails, a standard carpenter’s job in all places at all times, but he’s stopped work to examine an injury on Jesus’s hand, perhaps caused by one of those nasty nails, foreshadowing future wounds, while Mary comforts her boy with a kiss. By no coincidence, a drop or two of blood has dripped onto the child’s foot further hinting of unpleasantness to come. In the background grandmother Anne takes over the job the injured child had been doing prior to the accident of clipping clinched nails, while young cousin John on the right (later known as John the Baptist) brings water to cleanse the wound, another ominous foreshadowing indeed. The apprentice shown on the left is said to represent Jesus’s future apostles while the sheep seen gawking through the open workshop door are said to represent the flock of Christianity. The ladder and the dove resting on it are also symbolic.
If you have questions or would like to learn more about our tools, please click the “Pricelist” link here or at the top of the page and use the “Contact Us” form located immediately below.
Please share your insights and comments with everyone in the form located further below labeled “Leave a Reply.” We aren’t evil Google, fascist facebook, or the Chinese Communist Party’s coordinator for blackmail, and so won’t sell, share, or profitably “misplace” your information. If I lie, may the tang of my bukkiri gagari saw break off.
There was no such thing as luck. Luck was a word idiots used to explain the consequences of their own rashness, and selfishness, and stupidity. More often than not bad luck meant bad plans.”
― Joe Abercrombie,Before They Are Hanged
n this article we will consider how to use the Japanese “hiraganna” plane to prepare boards, sticks, beams and posts for woodworking projects. For those earnestly focused on becoming proficient with the hiraganna, and desirous of avoiding most of the confusion and difficulties those without a kind mentor whispering guidance in their shell-like, and wacking them upside the head with a memory mallet to correct their mistakes, this article will have special value.
Let’s begin this adventure through fields of daisies by breaking down the work of the hiraganna handplane into two primary activities, namely dimensioning and finishing.
What is Dimensioning?
I apologize if this first part seems tedious to those Beloved Customers already well-versed in using handplanes, but as I’ve written many times before, the Gentle Readers of this blog include newbies, professionals, and many in-between, so a few extra words to aid the comprehension of less-experienced persons will not go amiss. Your excellency’s indulgence is humbly requested.
“Dimensioning” in this case means to reduce the thickness, width and/or length of a wooden log, board, stick, beam or post to predetermined dimensions using axes, adzes, froes, drawknives, spokeshaves, saws, handplanes, files and even electrical equipment. It’s a part of a larger job called “material preparation.”
Depending on the starting sizes of the lumber you’re using, dimensioning material can consume a lot of time and energy, which is why electrical equipment such as bandsaws, tablesaws, circular saws, jointers and thickness planers are so popular. But such equipment, especially if it has the capacity to mill thick, wide lumber, can be expensive, take up a lot of space, generate ear-damaging racket and belch veritable clouds of lung-clogging sawdust. And all of them are eager to nibble on yummy fingers with or without hot sauce.
But in the smaller shop in the hands of an energetic, skilled craftsman keen on doing a higher grade of work in a calmer, more creative and healthier environment, the ancient handplane reigns tranquilly supreme.
Planes used for dimensioning must be designed and setup to accomplish the goal of removing material quickly and precisely yielding straight, flat, square surfaces free of wind on the faces, sides and edges and ends of the target board, stick beam or post.
On the other hand (the one with six fingers) planes used for “finishing” tasks are setup and tuned with different goals in mind. We will examine these two types of planes in more detail below.
It’s important to understand that, at the conclusion of the dimensioning stage in the process of material prep, the surface left by the plane need not be perfectly smooth much less shiny, just the right size, flat, free of twist and with square edges.
For this job the Arashiko and Nagadai planes are the tools of choice in Japan.
The Arashiko Plane
The Arashiko (荒仕子鉋) plane is more-or-less equivalent to the benchplane or jackplane in the Anglo-American tradition, typically a general-purpose plane suited to quick, hard work.
While the arashiko plane can, of course, take long, continuous shavings beginning and ending at the board’s perimeter edges, the job of efficiently flattening and truing boards requires more planning and technique than most woodworkers imagine.
Being shorter than, for instance the nagadai jointer plane, the arashiko plane is easier to control and therefore excels at work requiring shorter cuts including those started and/or stopped inside the perimeter of the surface being planed, to shave down high spots and ridges while avoiding valleys and ditches in accordance with a sequenced plan the craftsman formulates for his work, a technique not commonly taught to newbies, but one Beloved Customer would be wise to master.
Despite what many imagine, to use an arashiko efficiently the craftsman needs to have a plan in his head for working each board, as described above, along with trained eyes and physical skills sufficient to effectively and efficiently execute that plan instead of just thoughtlessly pulling his plane around like a goat dragging around a tin can snagged on the hair of its tail.
The Nagadai Plane
The nagadai (長台) plane is the other variety of plane typically used for dimensioning. It performs more-or-less the same role as the Bailey-pattern foreplane or jointer plane.
With a jig length longer than the arashiko, it’s especially suited to flattening bigger surfaces using longer strokes, and shooting straight, square edges, but it usually does its best work when employed after the arashiko has quickly and efficiently conquered more problematic areas on the board. It too can be used for “stopped cuts,” but not as deftly as the arashiko.
Horses for courses, as it were.
What is Finish Planing?
After a board is dimensioned, whether by hand or electricity, its surfaces, especially if they are wider than the craftsman’s plane, will often display steps left by the corners of the arashiko and nagadai plane’s blades, or shallow ditches and ridges left by start/stop cuts, or striations and ripple marks left by the circular cutters of electrical saws, planers and jointers.
The finish plane specializes in taking thin shavings to remove these residual defects producing a uniform, smooth, and even shiny surface ready for joining. And because it takes thin shavings, it does so without significantly changing the thickness or width of the board or stick. However, this is only true if one limits the number of passes with the finish plane, ergo the importance of having a plan for one’s arashiko and nagadai planes and working that plan.
The well-tuned, expertly-manipulated finish plane, therefore, is the perfect compliment to the electrical jointer and thickness planer, which explains it’s continued popularity in a world under the brutal dominion of noisy pig-tailed tools.
Although it can produce flat, planar surfaces, the sole of the finish plane is setup different from, and will typically not work as efficiently at dimensioning as, the arashiko and/or nagadai planes. More details can be found in Part 6 in this series.
In short, the finish plane, or “shiage ganna,” (仕上げ鉋) must be setup and fettled to closely follow the contours of the surface it is cutting, rather than bridging over small defects and undulations, with the goal of taking thin, uninterrupted shavings of uniform width and thickness.
Please note that the first few passes made with this plane following the ministrations of the arashiko/nagadai planes will not typically produce uniform shavings because of the thinness of the shavings it takes compared to the depth of defects left by planes and equipment during the dimensioning phase of material prep. However, two or three passes will usually remove these last few defects and get the job done, depending of course on the skill of the craftsman or goat motivating it and the nature of the wood.
We neither need nor want the finish plane to take thick shavings which would substantially change the dimensions of the board already achieved. Please be sure you understand this point and its ramifications
Next, prior to making shavings, let’s do some housekeeping.
Clean the Wood.
Before you touch any piece of wood with your valuable, noble planes, please evaluate the wood’s condition and clean it if necessary.
Please do not dismiss this admonition unless, that is, you despise your edged tools, revel in wasting money, love to see your sharpening stones pointlessly turned to mud, and feel joy at spending extra time resharpening unnecessarily dulled and damaged blades. How brutish!
Let’s next consider how to make and execute a plan for planing.
Planing Plan
Most people, including me for a long time, allow their planes to wander wherever their goat pulls them without much control, happy so long as they’re cutting wood. Why? I think it’s because most people never think to make a real plan for planing. Of course, many simply get carried away with making shavings imagining that shavings equal progress. And without a real plan they end up planing areas out of proper sequence, so instead of efficiently flattening the board, they waste much energy, time and steel digging valleys and trenches deeper. While natural and satisfying, this is decidedly not professional technique.
Miyamoto Musashi depicted in one of his famous duels. He was unique among sword masters for not only winning 62 duels beginning at age 13, some against multiple opponents at the same time, but for using improvised wooden items such as carved boat oars as weapons during these challenges instead of his swords. The power of wood is not to be disdained.
Beloved Customer may recall the words of Japan’s most famous sword saint Miyamoto Musashi In his book titled “The Book of Five Rings,” (ca 1645) quoted at the top of Part 6 of this series: “First lay his plans with true measure and then perform his work according to plan.”
With these words Master Miyamoto instructed the craftsman to do 3 things:
Formulate a work plan;
Delineate that plan with accurate dimensions;
Execute the work in accordance with that work plan.
I believe these to be wise words even if they were written by a brutal killer of men. But how do they apply to using a plane?
The first step in formulating a plan for planing is to evaluate the condition of the board, stick, beam or post to be planed and identify problems by sighting down the sides and edges of the board from a low angle so that any deviations from straight/flat are apparent. It often helps to have a low-angle light source shining on the surface you’re evaluating to make defects and problems easier to spot.
Don’t forget to identify and mark any problem areas that will prevent the board from resting flat and stable on your workbench, or that might cause it to deflect, twist or wiggle lewdly when subjected to the pressure of planing.
Next, check the board carefully with a straightedge, lengthwise, crosswise, and diagonally too.
But the job doesn’t end with eyeballs and flashlights. As you identify them, mark bows, hollows, humps, high spots, low spots and twist with a carpenters pencil or lumber crayon using any marking convention you find convenient so there will be no confusion about the location and nature of any areas that need to be shaved.
The next step is to formulate the sequencing of the job.
With problem areas marked and tasks identified, at least in your mind, you can formulate sequencing based on the condition of the board and your priorities for executing the tasks.
When using handplanes to dimension lumber, your first priority must be to cut down any high spots before removing a single shaving from low spots. The marks you make will guide your work to minimize wasted time and effort.
It may sound like a lot of work, but with practice most boards can be evaluated, marked, and the requisite sequencing established in a few seconds without incurring permanent brain damage.
This completes step two of Master Miyomoto’s directions.
Preparation for Planing
Statues commemorating the famous duel between Miyamoto Musashi and the handsome, well-dressed Sasaki Kojiro. Musashi, depicted on the right, showed up to the duel very late in a small boat from the sea. Without waiting for the small boat to be beached, Musashi jumped into the surf and attacked Sasaki with an oar he had modified on the boat with his short wakizashi sword. The battle was over in a few seconds. Guess who won.
When you are ready to begin planing, make sure the board is supported on a flat, stable, rigid surface free of wind. This is important.
A workbench, atedai, or planing beam is the conventional working surface, but it need not be pretty.
When planing the first side of a board or stick, if necessary (and it usually is), position slips of wood or cardboard to fill gaps between the board’s off-side and your workbench’s surface to prevent the board from deflecting downwards (away from your blade) excessively, twisting and/or wiggling, movement which will mess up your pretty plan. It makes a difference.
Depending on the condition of the board and its grain, planing it flat and true may require many changes in the plane’s direction of movement and many “stopped cuts,” so tighten the razor-wire choker around the neck of your inner badger and patiently and thoughtfully work the plan. Speed will come with practice. Remember the moto of emperors Augustus and Titus, and the Medicis: “Festina Lente.”
Plan to frequently use your straightedge to check the board’s length, width and its diagonals.
Its OK to plane one side (the off-side) of the board roughly flat and then switch to the other side so the shimming material previously placed can be removed soonest. Then switch back to the first side and finish it.
Let’s next examine how to best to hold and motivate the Japanese handplane in a professional manner.
Teamwork
Let’s consider some basic teamwork techniques for operating Japanese handplanes, none of which involve goats, thankee kindly.
Imagine if you will a halcyon day under blue skies when Beloved Customer used a short shovel, perhaps as a carefree, optimistic youth, to move heavy mud or push wet concrete around on a farming, construction or cleanup project. You will recall it was hard work, but that the job went faster and easier when both hands, joined together by the shovel handle, worked together as a team transmitting the motivating power of shoulders, back and legs into the tool. It’s the same with handplanes, except for the yucky mud and concrete.
But whether shovel or plane, such teamwork doesn’t develop automatically for most people. Indeed, more often than not a human team in the real world either doesn’t really form or it breaks down quickly. C’est la vie, mon chéri? But when a team comes together working with a single mind to a common purpose, well now, that’s a beautiful thing!
It’s a simple thing for hands and body to work in harmony, but there will be failures at first, so let’s consider a common breakdown mode to make detection and remediation easier.
For example, instead of both hands working in concert with the wooden body of the eager handplane, frequently one hand/arm does most of the work while the other hand/arm just tags along, pretending it’s working hard but actually just freeloading. Of course, seeing this, the shoulders, back, hips and legs become disgusted and end up sitting in the shade dozing and drinking beer instead of helping in the teamwork. Do you have a brother-in-law like that?
The point is, please make sure both hands and your entire body are working together and not shirking.
So with that bad example behind us, let’s assemble our effective team by assigning each hand a specific role.
But first, please carefully examine the craftsman’s hands in the photo below.
The Right Hand’s Job
Assuming (1) you are right-handed, and; (2) you will be pulling the plane towards you along your right side, the right hand’s job is to press straight downon the plane focusing pressure primarily on the contact strip in front of the mouth.
It’s a fundamental trait of right-handed people (not goats) to want to use their right hand to apply heavy pushing or pulling forces on a tool, and their left hand to control its direction, so the division of labor your humble servant is proposing may seem clumsy at first, but if you focus the teamwork will become second nature quickly, I assure you.
I know I’m being irritatingly repetitive, but for good reason, so please remember that your right hand’s job is NOT to pull the plane, not even a little, but rather to apply downward pressure on the plane’s body causing the contact strip in front of the mouth to firmly press on the board in turn while keeping the plane’s body level.
Next let’s look at how the right hand should grip the plane’s body.
With the blade’s face (the side with the brand) and chipbreaker facing you, place the tip of your right thumb on the left hand side of the plane’s body aligned with the mouth and about 3/4 down the side.
Place the tip of your right hand’s middle finger in the same position on the opposite side of the body. You may need to adjust your finger’s positions somewhat, but if placed correctly a well-made plane should balance nicely between just these two fingertips when you lift it. This is an intentional design feature, BTW, and one reason why standard finishing planes are seldom wider than 70-80mm.
With your fingertips positioned thusly, lower your palm so it rests on the upper surface of the body, touch the tip of your index finger against the blade’s face or the chipbreaker, and press your ring and pinkie finger on the right side of the body.
Using this grip the plane should be absolutely stable in one hand, even when held in the air or upside down, assuming your hands aren’t small or weak.
If you can’t control the plane with this grip, you may be doing it wrong, or the plane may be extra long, or extra short, or the plane’s body may be too wide for your hand. Please adjust your grip as necessary.
The Left Hand’s Job
A woodblock print of the duel between Miyamoto Musashi and Sasaki Kojiro. Musashi performed many of his duels against famous teachers of the sword, many the proud heads of kendo schools with many students and disciples that would attempt to ambush him before his battles against their teachers, and gang up on him in retribution at the conclusion. To deal with these sneak attacks and ambushes by multiple skilled opponents, Musashi became adept at using two swords at the same time, one in each hand, all while dudes in sandals were trying to fillet him. Teamwork, Gentle Reader, teamwork extraordinaire.
The job of your left hand is NOT to press down on the plane but only to PULL it towards you. This division of labor between left and right hand is important.
Place the pad of your left thumb on the blade’s face. It doesn’t need to be centered.
Place your index finger either on top of the blade’s head, or wrap it behind the blade. Depending on where you placed your index finger, your middle finger can either stretch behind the blade and rest on the wooden body with your remaining fingers press against the flat end of the body, or you can position your middle, ring and pinkie finger all pressing on the tail end of the body. Use whatever position feels most comfortable and pull the plane in a straight line.
Moving a plane using only the left hand is pretty much the opposite of how Western planes with their tote handle and knob are used. But once your body learns this division of labor your effectiveness and efficiency using Japanese handplanes will skyrocket, I promise.
Combining the Right Hand and Left Hand
Now that we’ve assigned different but complimentary jobs to each hand, we must next put them to work as an harmonious team like the draft horses and plowman in the photo above.
This will feel unnatural at first, and indeed, until muscle memory is developed, most people quickly forget these principles and revert to the careless techniques their pet goat taught them. You will too. But when your plane stops behaving, review the words in this series, wack yourself in the forehead with your wooden “memory mallet” as if you were a green apprentice back in olden times, and get back to work. The pain will feel so good!
Now that we have our grip, the division of labor and our team figured out, let’s bring the rest of our body into the dance.
The Handplane Shuffle
Using a Japanese hiraganna handplane can involve many stances, some standing. some walking, some sitting, and even laying down occasionally. Interesting footwork is sometimes necessary.
When sitting or standing while planing shorter boards or sticks, no special footwork is necessary unless you get an irrepressible urge to boogie down, baby. Indeed there simply isn’t enough space in this humble, unworthy blog to go into the subject in exhaustive detail, but there is one standing technique I would be remiss to neglect, one that has never seen the footlights of the Soul Train stage, one that your humble servant calls the “hiraganna shuffle.”
Unfortunately, C&S Tools’ IMAX video studio is closed for renovation and our photography crew, lighting and sound technicians, makeup artists, drapers and choreographers are currently all on a well-deserved vacation, probably enjoying prodigious quantities of neon-colored adult beverages containing colorful fruit and little umbrellas right about now, so we won’t be producing a video about the hiraganna shuffle starring hip hop hamsters and hipper combat robots anytime soon. Sorry about that. But I will try to explain the technique.
A good example of a carpenter using a finish plane on both solid wood and glulams with joints cut by CNC machinery can be seen in this video.
Obviously this scene of good old Shoyan the carpenter at work wasn’t staged, nor was a professional makeup artist involved in this serious example of the hiraganna shuffle. And unlike the photo at the top of this article, it’s not narrowly-focused kezuroukai stuff, but typical of 90% of high-quality classical architectural structural woodwork.
It’s worthwhile noting that the beams he’s working, even the glulam, are made of well-behaved, easily-planed softwood, probably hinoki cypress. I wish all woods were so pleasant to work.
If I may be allowed to digress for a moment, this carpenter (he has many practical videos on youtube, BTW) makes two comments Beloved Customer may find interesting.
One of his comments is that the shine produced by a handplane will vary with the direction of the cut, so it behooves one to pay attention and vary the planing direction accordingly. Obviously a pro of the first water.
His second comment is that the final planed surface will not only have a shine, but will repel both water and dirt making the beam last a long time even when exposed to the elements. This is an important and true observation supported by scholarly research at top Japanese Universities. Just one more reason the finish plane reigns supreme and why so many wooden Japanese temples and shrines have lasted centuries without stain, paint or varnish.
Anyway, so just what are the steps in the hiraganna shuffle, and can it be done in steel-toe safety shoes?
Stand on the left side of the board facing the end where you intend to begin the shaving.
Place the plane on the end of the board with its mouth just off the edge.
While gripping the plane as you prefer, lean forward over the board while extending your arms, and take a half-step back. At the same time extend your right leg back and keep your left leg under you. Most of your weight should now be on your left foot and your right hand, with little weight on your right foot and no weight on your left hand. Don’t move the plane during this step.
To initiate the cut move your hips along with your body’s center of gravity backwards while directing the forces of this movement of your legs and hips through your left hand into the plane while applying downward pressure with your right hand. Don’t try to use the devastating power of they mighty arms, Oh Lord of Thunder, but just the momentum produced by your legs, hips and back.
Have faith and pull through the stroke with a positive attitude. The speed you generate will depend on the wood and your urgency, but it’s your mind that will get the job done, so long as your plane is sharp, so pull through the stroke without hesitating.
Depending on how long the board and the stroke you intend to take are, as your hips and hands shift backwards you will reach a point where the weight is gone from your left foot and you will begin you lose the leverage needed to keep pulling the plane. Just before you reach that point, however, stop the plane’s movement briefly, shift/shuffle your left foot back and your center of gravity with it, and then move your right foot back and extend your leg, while once again moving your hips back while extending your arms.
With practice, the pause in the plane’s movement in step 6 can be eliminated, but it’s sometimes difficult to do smoothly when making heavy cuts. In any case, try to keep the pause brief so you don’t lose much momentum, and most importantly, don’t lift the plane or allow the blade to shift to or fro, side to side or up and down during this pause because any shift of the blade will result in a discontinuity in the cut and perhaps even a step. Yikes!
When making fine finishing cuts in well-behaved wood, the cut can be kept continuous by taking tiny backward steps as this guy is doing.
Execution
As in most things, a good start is the key when planing. Once the cut is started with confidence, just keep your hands working as a team, connected by the plane, and confidently pull through the cut like a draft horse pulling a plow, all while keeping the plane’s body level.
As an example of how its done, let’s feed my favorite 80mm (2-sun) finish plane a snack. It’s a happy tool with a wide body but slender mouth and only one big, very sharp tooth. It always beams a silvery smiles and sings a little song of steel and oak as it munches on yummy wood.
I’ll take a single, uninterrupted shaving from one end of this board to the other. Even though most cuts with a handplane are not this boring, it will illustrate some important techniques Beloved Customer will need to master.
I’ll start the cut with the plane’s mouth resting just off the far edge of the board, the tail end hanging entirely off the board, the contact strip in front of the mouth and the contact strip at the leading edge of the plane’s sole firmly resting on the board. In this position, so long as I don’t apply any downward force with my left hand, there won’t be any downward force trying to tilt the plane out of level.
While gripping the plane’s body and pressing down with my right hand, and pulling the plane towards me with my left hand, a shaving will begin to flow out of its mouth, assuming the board is fairly flat, the blade and sole are in good fettle, and the blade is adjusted for a nice cut.
The plane is moving along smoothly now, but just guess what will happen if I carelessly apply downward pressure with my left hand about now? If the plane is an arashiko or nagadai specialized in making flat, straight surfaces, nothing tragic will occur except perhaps the cut will wobble a bit. But since it’s my finish plane, the setup of the sole will cause the blade to be levered entirely out of the cut depositing rotten egg on my face. I hate it when that happens, so I’ll do my best to not press down with my left hand. Daijoubuka?
The plane continues it’s run and before you can say bobsurnunkel, the contact strip at the leading edge of the plane’s sole runs off the end of the board and the blade stops cutting, even though the plane’s motion continues. Because I am a highly intelligent craftsmen (or was it a wild and crazy guy?), I’ve been thinking ahead, and shifted the downward pressure of my right hand so it acts just on the contact strip in front of the mouth, relieving pressure on the sole everywhere else. As the plane’s mouth goes off the end of the board (did I just hear a little scream of fright from my gentle plane?) I hold onto the plane with both hands to keep its body level and prevent a Peter Pan performance, then follow-through for perhaps half a plane length, ending this pass.
Repeat as necessary.
Please note that this requires one to actually manipulate and intelligently control the plane using one’s hands rather than just thoughtlessly pulling it around like the aforementioned goat does his tin can.
Final Tips
Prevent Deflection
As mentioned above, in order to plane truly, the board or stick you are working must be firmly supported on a relatively rigid surface.
You also need to prevent the downward force your plane applies when in motion from deflecting the board or stick downward away from the cutting edge because the plane can’t cut a surface that deflects away from it, and therefore cannot make it flat. If such a support condition is left uncorrected, your plane’s best efforts will be as productive as a goat.
To resolve this extremely common problem, you may need to roughly plane the off-face of the board or stick oriented downwards, and/or shim the board to prevent excessive deflection/twisting. Remember, you located and marked areas on the board likely to deflect like this during your planning efforts.
Many will studiously ignore this advice. To those I am prepared to offer a wonderful deal on a huge parcel of shovel-ready resort hotel property located on the banks of a majestic chrome-plating settlement pond in North Korea. Great fishing!
Keep the Body of Your Plane Level
Please observe that these techniques don’t rely on fancy hand movements, psychic abilities or a masters degree in wood butchery, but rather on always focusing pressure on the contact strip in front to the mouth, and instead of simply pressing down on your plane like it’s an iron to make your pleated pink apron pretty (say that 10 times fast), you must use your hands as a team to keep the plane’s body flat on the board you’re planing, and level as it leaves the end of the board.
Imagine that, real hand skills!
Use Your Whole Body
Remember to not rely on just the strength of your arms, oh might Thor, but rather on the strength of your shoulders, back, hips, and legs. They will add a lot more momentum-retaining mass and provide better control too.
Cut Confidently
Start cuts with confidence and pull through the cut. Any hesitation and your plane will giggle at you through its narrow little mouth.
Perform Timely Dental Hygiene
Sometimes the mouth of your noble plane will become clogged with shavings, but frequently allowing the mouth to develop a tightly-compacted clog will damage it, so if you feel a clog starting, stop work immediately and give it a dental exam to figure out why. Depth of cut too deep? Blade setting wrong? Chipbreaker getting in the way or not functioning properly? Slivers of wood, pixie toenail clippings or fragments of divorce lawyer’s hearts jamming the mouth? The only way to know for sure and prevent more clogging is to check.
Clear the clog by either removing the blade and chipbreaker, or using a splinter of wood to pick the mouth.
Keep It Lubed
Oil the chipbreaker’s edge, the blade and the surface in your plane’s mouth opposite the chipbreaker’s bevel whenever you remove the blade to help shavings flow freely and to reduce clogging. You do have the essential oilpot on-hand right?
Clean the Wood
Before planing use a steel brush to scrub and clean the surface of wood that has been exposed to dust and/or grit. You must get any embedded dirt/soil/sand out of the wood first or your tools will be damaged and your time wasted like tax money in California.
Cut 1/8″ from each end of each board, stick, beam or post, or at least use a block plane or drawknife to chamfer the ends before planing to remove the most stubborn, deeply-embedded and well-hidden grit. This is really important because the grit will always be there even if you can’t see it, I promise.
Conclusion
In my experience, many of the Westerners who receive these instructions without benefit of a mentor or memory mallet close at-hand immediately and meticulously ignore the critical points, and then, when their results prove inconsistent, assume the instructions are crapola smothered in piquant marinara sauce. I strongly urge you, Beloved Customer, to do better, please, because if you internalize these instructions and develop the correct muscle memory, for the rest of your life you will find Japanese handplanes to be joyful and efficient tools for working wood. Thus it was with your unworthy servant.
This article is by no means exhaustive or comprehensive, but it should be enough for a good start. It’s far more than I had for many years.
YMHOS
If you have questions or would like to learn more about our tools, please click the “Pricelist” link here or at the top of the page and use the “Contact Us” form located immediately below.
Please share your insights and comments with everyone in the form located further below labeled “Leave a Reply.” We aren’t evil Google, fascist facebook, thuggish Twitter or the Chinese Communist Party’s coordinator of funding and blackmail for US elections, and so won’t sell, share, or profitably “misplace” your information. If I lie, may my goat eat all my socks.
Rokuza the carpenter adjusting his plane close by old Edo’s Nihonbashi while thinking wistfully of his lover, no doubt a great beauty and dab hand with a sharpening stone. Mount Fuji can be seen in the background.
Whether made into a wooden pillow or table,wood with excellent fine grain is a guarantee of splendid poems,and the composition of perfect documents.
~Liú Shèng (d. 113 BC), “Ode to Fine-Grained Wood,”
s Gentle Reader is no doubt aware, quality Japanese handplanes, like those we are deeply honored to share with our Beloved Customers, are simple tools with excellent blades but relatively few parts compared to its Western counterpart, the Bailey-style metal-bodied handplane, and therefore present fewer opportunities for dull blades and misadventures.
Sadly, there is much confusion on the subject of how to setup and maintain such tools. Indeed, the path to enlightenment in this regard is blocked by mist-bound mountain passes of ignorance and hedged about with bottomless pits of boiling BS that prevent many noble woodworkers around the globe from gaining a true understanding of their tools.
In this article, your humble servant will attempt to untangle some of that confusion, dispel some of those dark mists, and using pump and shovel, fill in a few of those roiling pits. So please don your headlamp, put on your rubber mud boots, shoulder your shovel and join me as we travel a little further along the path.
The Two (problematic) Methods
In Part 4 of this series we briefly discussed how to fit the plane’s wooden body to its blade. Such a happy wedding it was! I dance like a gleeful baby goat in new pajamas whenever I view the photo album.
While the explanation in Part 4 was not meant to be comprehensive or exhaustive, just today a Gentle Reader posed some perspicacious questions the answers to which may benefit others, and so with fear and trembling I make this addition to the series. Your noble indulgence is requested.
The Gentle Reader’s question was as follows:
“I have encountered two schools of thought about fitting blades. The first is that the blade should be bedded more or less uniformly to the dai (i.e.: with heavy contact, ideally across all points ). The second, which I have seen more experienced practitioners espouse and teach in classes, is to maintain contact across a U-shaped area of the bed, under the side grooves and along the mouth, and removing significant material from the rest.”
Your humble servant is aware of and has even tested these two hit-and-miss methods, and while general befuddlement is the rule in all human endeavors, I was simply shocked, shocked to learn there are lost souls who boldly brag in their befuddlement and actively promote either. Call the gestapo and round them all up!
Casablanca jokes aside, please humor your dimwitted unworthy servant as I attempt to perform a brief, summary, comparative analysis beginning with the conclusion thereof because I was trained to begin any analysis that way, and I find it most helpful.
As mentioned in Part 3 and Part 4, when setup and maintained properly, the forces that secure the blade in the wooden body (dai) are solely friction acting on the top and bottom faces of the right and left portion of the blade contained inside the two retention grooves cut into the sidewalls of the blade opening, NOT friction between the back of the blade in general and the bed of the dai. Ergo, neither of the two methods listed above are useful IMHO.
This is the essence of the matter, but since many still struggle to understand, a deeper analysis is called for.
How did this worm of confusion gnaw its way into the brains of woodworkers to take up squatter’s rights? Some dark malfeasance by Murphy? Perhaps, but dollars to donuts I’d wager it springs from a difference in traditions.
But this begs the question: what traditions or knowledge or experience regarding Western planes could engender such misapprehension about Japanese planes? Hmmmm.
Perhaps it’s the knowledge of and experience dealing with the potato-chip thin blades of Western planes that rely on screws, complicated linkage mechanisms and high pressure between the blade and its cast-iron or ductile iron bed in order to retain and adjust, and to prevent them from vibrating/chattering in-use?
Oh oh oh! Could it be that those accustomed to Bailey-style planes feel compelled to deploy similar chatter-prevention measures in their Japanese planes?
Or could it be brain worms, maybe?? Don’t sneeze on me, pleeze.
I’m clueless about the source of these repugnant brain worms and the reasons behind this widespread befuddlement, but what is not fuddled is that the Japanese plane has an entirely different blade and body that relies on entirely different retention and adjustment systems, and experiences entirely different forces acting in entirely different vectors, and so requires entirely different solutions.
Realization of these facts is necessary and wonderous, but even the blessed defuddled few will experience grief if they attempt to indiscriminately apply setup and maintenance solutions effective for Western planes on Japanese planes. In fact, I’ll go one step further: the misapplication and/or co-mingling of Japanese and Western setup and maintenance techniques causes many entirely avoidable problems.
These points are worthy of further consideration, but to ensure we are singing from the same sheet music, let’s take a quick side-trip in our comparative analysis to examine the Bailey-style plane.
The Bailey-style Handplane
The Bailey design includes an arched cap iron (aka “chipbreaker”) and a flat cutting iron (aka “blade”) attached to each other by a screw “springing” the blade slightly, and forming a single unit. This is good and necessary considering how thin and prone to vibrate the flimsy blade is.
The lever cap, using a clever cam mechanism, applies forces to the cap iron acting through the lever cap screw flowing into the frog, thereby clamping the assembly comprised of blade, cap iron (aka chipbreaker) and lever cap to the frog. Lots of caps…
The frog, in turn, is attached to the body via two machine screws, in the case of standard Stanley planes as shown in the illustration above, or a more complicated arrangement of hold-down pins and locking screws in the case of the old Stanley Bedrock planes and the modern Lie-Nielson reproductions.
A lateral adjustment lever attached to the frog is used to shift the blade to left or right to correct the angle of the blade through the mouth.
A lot of parts providing many opportunities for Murphy to twerk his spotty bottom with glee and swill celebratory tequila shots with cocaine chasers.
Please note that it is the frog, not the plane’s metallic body, which supports the blade, and that tolerances between the blade and its froggy bed must be fairly tight and apply fairly uniform pressure to keep the potato chip cutting without twisting and vibrating.
Too make matters worse, despite shiny surfaces and pretty paint jobs, the manufacturing tolerances of complicated Bailey-style planes are often sloppy to the point that achieving precise work without a lot of tuning is difficult.
But despite these failings and their poor-quality blades nowadays, Bailey planes will often still take shavings, and so, to the amateur, they appear to be working well. Who was it who said “ignorance is bliss?”
By comparison the Japanese plane is the essence of simplicity, and much less likely to misbehave, but on the other hand, it is comparatively less tolerant of improper set-up and shoddy maintenance. If the blacksmith has done well, these are primarily woodworking tasks and therefore the job of the craftsman that owns the plane.
The Japanese Handplane
The blade of the Japanese plane is no sea salt and vinegar snack but a comparatively thick blade which includes a lamination of dead-soft iron that is highly effective at preventing chatter. Please, don’t take my word, just try and make it vibrate.
I suggest you study the metallurgy, shape, tapers and curves of the high-quality Japanese plane blade as described inPart 3 of this series to better understand the details of this deceptively simple but highly sophisticated part to confirm the truth of my babbling. After a careful review of the information provided in Part 3, if you imagine any of these details to be less than carefully planned and entirely functional, then I prescribe immediate, thorough and frequent applications of massive quantities of Idiot-be-Gone salve sufficient to gag Beldar and Prymaat. Sorry we’re entirely out-of-stock right now, but a squirt or two of Windex may be somewhat efficacious and improve symptoms of halitosis at the same time.
The blade, therefore, doesn’t need to be clamped, damped or supported by a cast-steel frog, nor does it need pressure on its back, much less near the cutting edge, to function perfectly, despite what some befuddled folk imagine.
In the case of the Japanese plane it’s useful to have more-or-less uniform contact between the blade’s back and bed to help keep the blade aligned in the dai and to aid adjustment, but unlike the Bailey plane, more than just a tiny bit of pressure serves no useful purpose at all, while high pressure is definitely detrimental.
Allow me to restate. The blade does not need pressure between its back and the dai to prevent chatter or to make it work. Period. Anyone who says otherwise has their engineering mind and scientific eyes stuck in Bailey land, a common ailment. Another bucketful of ointment may be called for.
Accordingly, there is no need for either pattern of pressure between bed and blade outlined in the two questions above.
In fact, if you pay attention to the shape of the bed of a quality Japanese plane, you will observe that the cross-sectional area of the wedge-shaped volume of wood that forms the bed decreases, indeed thins, moving from the top surface of the body towards the mouth, making it progressively weaker and less-resistant to deflection when pressure is applied by the wedge-shaped iron and steel blade to the bed.
The weakest point of the wooden ramp that forms the bed and supports the blade, therefore, is located near the mouth where it is thinnest, so pressure here can be especially problematic. This blows the “U” method of fitting the dai to the blade entirely out of the water.
The indisputable result of this geometry, combined with the engineering properties of wood, ensures that any high-pressure forces occurring anywhere between the blade’s back and the bed will distort the dai downwards away from the blade creating a protruding sole. But how much is too much?
No pressure = no problem.
A little pressure = little deflection = little or no problem.
A lot of pressure = large deflection = large problem.
Please grasp this concept with all your might with both horned heels, both clawed hands, both thorny arms and all your needle-like teeth because excessive pressure and the resulting excessive deflection of the sole will cause a plane to cut erratically and even stop cutting entirely, depending on the depth of the blade’s projection through the mouth and the body’s fettle.
If you ignore this warning and your planes fail to function consistently, which they will, please check this area carefully to save your tool and maybe even your sanity.
Concluding the analysis, what we need are nice pinching forces acting uniformly on ONLY the back and face surfaces of the blade (not the side edges) contained INSIDE the retention grooves, usually a strip about 4~5mm wide. And we need only the lightest contact and practically no pressure between the blade’s back and the bed. Anything more is pointless and often counterproductive.
Teachers, Tubers and Trolls
I don’t care how much you paid for the book, video or class, or how famous your teacher or PoopTuber may be, anyone who argues with these obvious facts is simply bragging of their ignorance of engineering principles and/or lack of practical experience with Japanese handplanes.
Personal opinion and preference is fine, and like fundaments, we all have at least one, but not all warrant a sniff.
I’m confident these last few paragraphs will offend some self-taught teachers and all self-designated geniuses. Any Gentle Readers among that gaggle of silly geese need not send an invitation to your birthday party. All others are welcome to attend mine.
As always, RSVP + PWP (please wear pants).
YMHOS
If you have questions or would like to learn more about the tools we sell, please click the “Pricelist” link here or at the top of the page and use the “Contact Us” form located immediately below.
Please share your insights and comments with everyone in the form located further below labeled “Leave a Reply.” We aren’t evil Google, fascist facebook, or the CCP’s IT manager for Hillary’s bathroom server farm and so won’t sell, share, or profitably “misplace” your information. If I lie, may I fall face-first into a bottomless pit of boiling BS.
“I see!” said the blind carpenter as he picked up his hammer and saw.
– Old wellerism.
n this article your most humble and obedient servant will be so bold as to do a show and tell of a matched pair of custom-forged Japanese handsaws of a type seldom seen nowadays.
In previous articles we examined similar saws, the famous Japanese dozuki handsaw, the tool that first brought attention to Japanese woodworking tools in North America, and the hozohiki handsaw, a rip version of the dozuki crosscut saw, identical in all aspects save the quantity and shape of their teeth.
The shaku (270mm) carpenter’s dozuki crosscut handsaw (handle not attached). The tape measure displays centimeters/millimeters on the lower scale and Japanese sun on the upper. Please notice the mysterious but intentional brown discoloration on the blade. This blade was shaped, beautifully finished, and tapered using a hand scraper called a “sen,” not grinder or sandpaper. The small dings visible on the plate’s surface are tiny hammer marks left by Takijiro when truing and tensioning the plate, an almost entirely forgotten skill nowadays, one at which Takijiro has not match.
As described in the pages linked to above, the dozuki is a crosscut saw specialized in, and named for, the task of cutting the shoulders of tenons quickly and precisely obviating the wasteful step commonly thought mandatory in the West of paring shoulders to final dimensions. It can perform many other crosscut tasks too, of course, but for making tenons it is indispensable.
Some of Takijiro’s scrapers (“sen”) on a rack in his forge (left). He uses these to scrape and shave steel from sawblades to taper and finish them A pile of shavings produced by his sen are seen on the right.
The hozohiki saw, on the other hand, is a rip saw, one that takes its name from its primary task of precisely and cleanly cutting tenon cheeks.
Because the quality and precision of the shoulders and cheeks of the tenons a craftsman cuts determines not only the quality of the products he makes, but also the ease and speed of assembly of his joinery efforts, the tasks these two handsaws are specialized in accomplishing are critical to the professional woodworker in making tight, beautiful joinery quickly.
So what’s the difference between a regular dozuki and the carpenter’s dozuki? Ah, another of those perspicacious questions with which Beloved Customer is constantly illuminating the world!
The shaku (270mm) carpenter’s Hozohiki rip handsaw (handle not attached).
Well, the carpenter’s dozuki is extraordinarily similar to the standard 210mm dozuki handsaw, essentially a thin, high-precision saw used by joiners, furniture makers, cabinetmakers and sashimonoshi for making joints requiring fairly shallow cuts, except in this case, the saw’s cutting edge is longer (270mm), the plate is accordingly wider, and it has more teeth.
Indeed, except for a few cuts in the larger components of furniture and cabinetry, few need to be very long or deep, so keeping the sawblade of the standard dozuki and hozohiki narrow and short not only saves steel, cost and time but makes the saw more rigid while retaining a thin blade.
On the other hand, carpenters, especially temple carpenters and architectural joiners, often need to make many extremely precise, clean cuts for the complicated, elegant joinery included in their customer’s projects. But because the members they need to work are frequently much larger than those used in other trades, a saw larger than the standard dozuki or hozohiki to make deeper, but no less precise, cuts is necessary. Ergo pergo ipso facto, the carpenter’s crosscut dozuki and rip hozohiki came into being somewhere back in the swirling mists of time.
But because only the most accomplished and trusted craftsmen are given the opportunity to do fine work in larger timbers, and because they are more expensive to forge, these big girl saws never gained the same degree of popularity as their daintier, more fashionable sisters.
A view of the kumimono and nijibari at the main entrance roof of a buddhist temple known as Shibamata Taisahkuten founded in 1629 in Tokyo. Constructed mostly from keyaki wood (zelkova), this is exactly the sort of work the saws presented herein are intended to execute.
As you can see in the photos, a piece of folded mild steel is attached to the back of these saws by friction to provide a higher degree of rigidity to the ultra-thin, tapered, hammer-tensioned blade, thereby improving the precision of the cuts it can make while with the same stone reducing the likelihood of the plate buckling, the bane of thin saws.
These backs are handmade and hand-filed from mild steel, and are finished in traditional burnt silk.
Backs are fine and necessary additions, but alas not all is blue bunnies and fairy farts because the back’s downside is that it physically limits the saw’s maximum depth of cut, a problem for some jobs. But by making the sawplate wider and the distance between the back and teeth greater, the carpenter’s dozuki, and its sister the carpenter’s hozohiki, are superior at cutting precise joinery in larger pieces of wood.
These saws are also used by joiners who perform high-end interior and architectural woodworking. For example, stairs, handrails, built-up moldings, fancy doors and windows, and coffered ceilings are a few types of work for which these saws are indispensable.
A temple interior with hand-planed and hand-carved beams, elbows, kaerumata, and coffered ceiling all of hinoki wood. Gorgeous work.
The saws shown in this article are a recently-completed matched set custom forged by Nakaya Takijiro for an exceptionally Beloved Customer. The nominal (versus actual) length of their cutting edge matches the traditional Japanese unit of measurement called a “shaku (approximately 12” = 0.33 meter), but the actual length of this type of saw varies by area and blacksmith. In this case, Master Takijiro forged the cutting edge 270mm (9-sun) long.
But what about the all-important teeth? Master Takijiro forges handsaws almost exclusively for elite Japanese craftsmen such as joiners, cabinetmakers, furniture makers, sashimonoshi and luthiers, etc., professionals who are very particular about their requirements for, and performance expectations of, their handsaws, especially the teeth.
Therefore, in accordance with tradition and Takijiro’s standard procedures, this Beloved Customer provided physical samples of the wood he uses most in his business, including, among other species, the North American varieties of maple, cherry, white oak, and black walnut.
After test-cutting these samples, Takijiro hand-filed the crosscut teeth of the dozuki saw at 18.4T/in., and the rip teeth of the hozohiki saw at 15T/in (non-progressive), and shaped them to quickly and precisely to best cut the samples provided, a big improvement over standard teeth specifications.
As of this scribbling these two toothy sisters should be gleefully winging their way to the USA to meet their new master. I only hope don’t they attract too much unwanted attention in US Customs by wiggling and giggling too impatiently! You know how young ladies can be (ツ)。
YMHOS
If you have questions or would like to learn more about our tools, please use the “Contact Us” form located immediately below. Please share your insights and comments with other Gentle Readers in the form located further below labeled “Leave a Reply.” We aren’t evil Google, incompetent facebook, or sketchy X and so won’t sell, share, or profitably “misplace” your information. If I lie may I suffer the fate of Simon the Zealot.
Simon the Zealot, Helsinki Cathedral. Notice the large saw.
Simon the Zealot (Acts 1:13). Notice the large two-man saw. Your humble servant does not recommend this application for safety reasons.
Never discourage anyone who continually makes progress, no matter how slow. – Plato
In this article your humble servant would like to introduce a Japanese version of a most mundane tool, one especially useful to the woodworker: the Little Turtle scrub brush.
Your slovenly servant is not a neat freak, nor do I have a cleaning fetish, much as my long-suffering mother tried to stop me eating leftover dog food off the floor as a toddler. But there is one area of human endeavor where maintaining cleanliness in an otherwise dirty world is important to me, namely sharpening woodworking tools.
This is the story of a lowly brush, not a tool we typically sell at C&S Tools, but one we often provide as a service to Beloved Customers who purchase sharpening products from us. I don’t believe it can be purchased outside Japan, but the purpose of this article is to help Beloved Customer better understand an indispensible accoutrement for sharpening your woodworking tools. So with your kind indulgence I’ll try to present this subject in a sanitary manner.
Why a Scrub Brush?
As described in our previously published series about sharpening, a basic, effective set of stones for sharpening chisels and plane blades should include a rough stone or diamond stone of 400~800 grit, a medium stone 1000~2000 grit, and a finish stone 6,000~8,000 grit. The list can be found at this link.
A nagura stone is also extremely useful IMO for cleaning and flattening sharpening stones and reducing the time required to get them operating effectively.
As mentioned above, these stones are almost always used in series, with the nagura dressing them all.
A couple of extremely common problems we face when sharpening is dust and other hard particles, many of which are airborne, contaminating our precious stones and reducing their effective grit. For instance, an 8,000 grit stone contaminated with a bit of silica-based dust will be unable to produce scratches finer than, let’s say, a 1,000 grit stone, resulting in poor results, wasted time, money and steel, and dashed expectations. I’ve written on this subject elsewhere. Link
There are few tools mankind uses that are routinely made as sharp or sharpened as often as high-quality woodworking tools, a process that, when done efficiently requires 2-4 sharpening stones to accomplish, usually used in series. And high-quality sharpening stones, be they synthetic or natural, are pricey, so the wise woodworker who needs excellent results will seek maximum performance at minimum cost and time expenditure.
How do we prevent nature from effectively turning our expensive stones to bricks? Four ways.
First, when not in use keep stones covered to reduce the dirt and dust that falls on them. Wrapping them in a clean rags or clean, ordinary newspaper works fine. I like newspaper best.
Second, before using a stone and/or nagura, scrub its faces, sides and ends with a clean bristle brush and rinse to remove contaminating grit.
Third, before using your fine-grit stones, especially if there is any doubt about their being free of embedded contaminants, work their faces with a nagura stone to dig out contaminants, then rinse off the mud produced along with any contaminants thus exorcised with clean water.
Fourth, before sharpening, use a brush and clean water to remove dust and grit from the tools that will spend time frolicking on the stones.
And finally, during sharpening use a dedicated source of absolutely clean, chlorine-free water to wash tools and stones and to re-wet them. What’s wrong with tap water? Depends. I use distilled water to eliminate chlorine with a bit of borax powder added to adjust the PH to reduce the potential for corrosion. In my workshop I store this water in a plastic laboratory wash bottle with a bent tube. In the field I carry a smaller volume in a plastic mustard or ketchup bottle. Whatever floats your boat, as the saying goes.
So exactly why do I say you need a scrub brush in your sharpening kit? Because if they do their job, the bristles of a quality brush are more effective at digging dirt and contaminating grit out of sharpening stones and the nooks and crannies of plane blades and chisels than any other tool including water faucets, hoses, chemical sprays, micro-fiber cloths or even kitten tongues (シ). Or did you imagine a simple wash in water or a wipe with a wet rag had stripped away all those nasty particles away just because you didn’t notice them anymore? Please restrict your optimism to reasonable limits.
The Scrub Brush
This is the smallest of the kamenoko brushes. A handy size for a field sharpening kit.
But isn’t one scrub brush much the same as any other? Nay, Beloved Customer, nay.
In the case of sharpening stones, we need to thoroughly clean our stones and tools without transferring contaminating dirt and grit from one stone to the next. I have found that the hard grit of sharpening stones becomes permanently embedded in the plastic and nylon bristles of every such brush I have examined, and even if I thought I had cleaned the brush thoroughly, hard grit particles remained and were transferred to the next stone by the brush.
How to avoid this? The solution is simply to avoid scrub brushes with nylon or plastic bristles. In my experience natural bristle brushes, and especially the Kamenoko (Little Turtle) brand brushes, simply last much longer than plastic and nylon bristle brushes, are more easily cleaned of sharpening stone grit, and tend to transfer less of it from one sharpening stone to another. These three points are the crux of this article.
Japanese tawashi brushes are made from the fibers of coconut husks. As Beloved Customer is no doubt aware, in his eternal wisdom the design team the Good Lord assigned to coconut palms provided them fibrous husks to protect and float their seeds long distances over wide, soggy oceans for years at a time. To accomplish this Homeric feat, the fibers of these husks are caused to grow tough but resilient and resistant to degradation from long-term exposure to water, microbes and even detergents.
It’s a traditional product that’s been around a long time in Japan with one company producing them for over 100 years. Here’s a video of tawashi brushes being made in Japan, and another video of production in Sri Lanka.
These brushes are also good for cleaning dirty, greasy hands, scrubbing pots and pans, cleaning car tires and wheels, and getting mud off boots with very little scratching.
If they have one downside, it’s that, being made of natural and recyclable fibers, and despite not becoming mushy when wetted for long periods of time and drying quicker than plastic brushes, they still take a bit of time time to dry and can develop mold if neglected. There’s a stainless steel wire binding the fibers together with a loop on one end that can used with a string to hang them for drying. Problem solved.
I’ve been using one Kamenoko Tawashi brush for cleaning tools and sharpening stones for over 20 years. I don’t say they’ll last that many years in the kitchen or garage, but they still last 5 times longer than plastic or nylon brushes and are therefore much more cost effective.
Most importantly, they help me keep my stones cleaner and ensure they sharpen to spec.
YMHOS
A museum-quality antique sumitsubo ink-pot depicting a snake hunting a frog around the ink pond. Mr. snake’s tail wraps around the wheel.
If you have questions or would like to learn more about our tools, please click the “Pricelist” link here or at the top of the page and use the “Contact Us” form located immediately below.
Please share your insights and comments with everyone in the form located further below labeled “Leave a Reply.” We aren’t evil Google, fascist Facebook, or thuggish Twitter and so won’t sell, share, or profitably “misplace” your information. If I lie may all my little turtles sunbathe on the freeway.
A 70mm finish plane. Blade by Mr. Takeo Nakano, body by Mr. Isao Inomoto
The way of the carpenter is to become proficient in the use of his tools, first to lay his plans with true measure and then perform his work according to plan. Thus he passes through life.
– Miyamoto Musashi, The Book of Five Rings
his is the sixth article in our series about Japanese handplanes. In previous installments we compared Western and Japanese planes and discussed how to tune and adjust the Japanese hiraganna plane. In this article your humble servant will be so bold as to explain how to setup and maintain the sole of the Japanese handplane.
The sole of a handplane is critical because it positions the blade’s cutting edge in relation to the board being worked making it possible to cut useful shavings of the desired thickness and length. Sometimes we want to cut thick shavings to quickly remove material from a board when flattening and/or dimensioning it, the job of the arashiko plane (荒仕子鉋). Sometimes we want to take ultra-thin shavings to create a flat, smooth, even shiny surface, the job of the finish, or shiage plane (仕上げ鉋). One plane cannot do it all, nor can a single type of sole setup.
In this article we will consider ways to setup the sole of a Japanese plane for Beloved Customer’s specific purpose. We will also examine ways to maintain the sole and the necessary tools.
Miyamoto Musashi, the famous swordsman, duelist, artist, philosopher and author. 1584 – 1645. Well-known for appreciating the work of carpenters and for slicing and dicing using two swords simultaneously.
Soleful Profiles
Besides keeping the cutting edge properly positioned to take shavings the handplane’s sole has another important role many overlook. We examined this in Part 5 of this series. In summary, to cut efficiently and minimize wasteful tearout on the surface of a board being planed, a contact strip approximately 3-6mm wide located directly in front of the mouth opening must apply uniform pressure on the surface of the board. This important principle is effective in the case of all handplanes of all countries made of all materials be they organic or metallic.
Indeed, depending on one’s skill with a handplane (there’s more than just pushing and pulling involved, after all), so long as this strip on the sole is applying even pressure to the board right up to the mouth opening, the rest of the sole can be pretty wonky and still yield good results with little or no tearout. And while this level of skill comes of experience, it all begins with understanding the aforementioned principle.
Beloved Customer is not doubt aware that the basic, standard sole configuration for handplanes is a simple flat surface free of wind. A little different from the adjustable bed of an electrical jointer, of course. While all handplanes wear and require constant maintenance regardless of their construction, wooden-bodied planes are softer than metal-bodied planes and tend to wear and warp more in use, the price we must pay for the advantages of the wooden body.
The wise man, therefore, will strive to discover ways to make the necessary task of truing the sole of his planes as easy as possible, a mindset clearly reflected in the Japanese version of the wooden bodied handplane giving it a huge advantage over its Western counterparts, at least in the hands of the thoughtful and diligent craftsman. Sadly, many newbies and all wood butchers poorly understand how the sole of the handplane works, or fail to set it up properly, or fail to maintain it properly blaming the plane when it stops working instead of themselves. So sad. So self-defeating.
Well-made Western planes ideally have a uniformly-flat sole. But is it really necessary to have the entire area of the sole in contact with the surface of the board being planed? Please consider this question in light of my earlier statement about the most important part of the sole being the contact strip directly in front of the mouth.
Japanese craftsmen decided long ago that it’s most efficient to relieve (remove) areas of the sole located between two or three critical contact points on the sole thereby making it much easier and quicker to true the soles of their planes, while at the same time significantly reducing friction, both significant advantages springing from a simple modification. This is much the same principle as the hollow-ground ura in the blades of Japanese planes, chisels and knives. The application of this principle results in two basic profiles to plane soles described below.
While lots of graphics would be nice, I beg Beloved Customer’s indulgence with the one I have available.
The Sole of the Arashiko Plane
The first and most common profile, illustrated below, is applicable to all planes intended for creating straight, flat surfaces, including the arashiko plane as well as the various types of jointer (nagadai) and shooting (suridai) planes. Finishing planes have a different sole profile described in the next section.
Upside-down cross-sectional illustration of a standard plane intended for producing flat surfaces. Length of the full-width contact strips A, C, D = approximately 6-10mm. Relief a = b = approximately 0.2~0.5mm
Contact area “C” is a strip of the sole located directly in front of the mouth and the full-width of the sole, and is the single most important detail of the sole. Contact area D is also a full-width contact strip located at the leading edge of the sole. And contact area A is located at the trailing edge of the sole. It’s very much a matter of personal preference, but a length of 6-10mm is typical for these contact areas.
The crosshatched areas in the drawing indicate where the sole has been scraped away leaving it hollow or “swamped.” These areas do not contact the surface of the board being planed. The precise shape of these swamped areas between A and B and C and D is unimportant, but it’s best if they are relatively uniform and approximately 0.2-0.5mm deep. Once again, personal preference.
Please note that point B, and the portion of the sole immediately behind the blade, is always relieved and never contacts the board being planed. This is important because if it does contact the board, vexing problems often result. Most people get this wrong at least once, or fail to perform proper maintenance allowing this swamped area to bottom-out whereupon the usual undignified weeping, wailing etc. ensues. You’ve been warned.
This arrangement gives the plane three supporting strips, and because the front and rear contact strips are located at the extreme ends of the plane, the full-length of the plane’s body will act as a jig so the plane will tend to shave off the tops of high spots and skip over low spots producing a straight/flat surface quicker and more precisely than a simple flat, planer (meaning “lying in a single plane”) sole typically will. You will notice the difference if you pay attention.
This arrangement also makes it very easy to adjust the sole to keep the critical contact strip in front of the mouth in tight contact with the board being planed.
Some people like to add another contact strip, or even two, between C and D. This works well tending to slow down wear on the sole, but it is a fiddly detail most people don’t bother with.
But as so much in life, not all is not blue bunnies and fairy farts for this arrangement of three or more contact strips tends to lift the cutting edge up and away from the surface being planed when they pass over even tiny irregularities on the board’s surface. This is hunky-dory in most cases, but once the board is as flat as we need it to be, this porpoising movement over every tiny irregularity, especially if the blade is set to take a fine shaving, can become counterproductive to producing a smooth, shiny surface. So how best to setup the sole when we need our plane to do more smoothing and finishing than truing and flattening?
The Sole of the Finishing Plane
I apologize for not having a pretty illustration, but Beloved Customers are, without exception, highly intelligent and intuitive souls (no pun intended) so I’m confident a simple written description of the difference between the sole of a finishing plane and the one described above will suffice.
That difference in the soles of these two types of plane is simply that the sole is entirely swamped from the heel of the plane (contact strip A) to the mouth opening. In other words, contact strips C & D remain unchanged but contract strip A is completely shaved away. That simple.
For example, the overall length of the dai (body) of the finishing plane body cut by Mr. Inomoto I have in my hand as I write this (gotta be careful to not drop it on my inkpot!) is 280mm. If setup as an arashiko or flattening plane, the effective planing distance would be the entire length of the plane’s sole. In this case, however, Mr. Inomoto has it set it up as a finishing plane so he has swamped/relieved the entire sole from the mouth opening to the heel (Point A to Point B), approximately 108mm. The effective length of the sole for purposes of flattening measured from toe to mouth therefore is 173mm, a 38% reduction.
Why bother with a measly 173mm you ask? Ah, Beloved Customer is especially perspicacious today!
Since the effective jig length of the sole is reduced 38%, and the cutting edge is located at the extreme tail end of that area, the cutting edge will tend to more closely follow irregularities in the board’s surface riding them up and down and in and out instead of bridging and porpoising over them allowing the blade to cut long, uniform shavings without the interruptions that would otherwise result from the sole riding the tops of residual irregularities in the board’s surface lifting the cutting edge up and out of contact with the board when we need it to more closely follow the contours of the board. It’s a genius concept that works well in application.
But of course that malevolent monster Murphy always insists on probing with his pointy purple pecker to defeat all good things, so if this arrangement stops working for you, be sure to check the following three details in your plane:
Your blade is sharp;
The 2 or three contact strips you have provided (more if you like multiple swamps) are truly planar (in the same plane);
And most importantly, the contact strip in front of the mouth is flat and in uniform contact with the board being planed. I can’t stress too heavily the importance of this little patch of wood.
Here is Wisdom: When setting-up and maintaining the sole of a Japanese plane always always always give the contact strip in front of the mouth highest priority, while at the same time minimizing any shaving/scraping you do to it.
Why is your humble servant so irritatingly picky about minimizing shaving/scraping at this contact strip? More of that bloody, demon-chewed, hard-earned wisdom: While wear is inevitable, any scraping/shaving you do to this contact strip will open up the mouth further reducing the plane’s useful effectiveness at taking fine shavings (think about it). This isn’t so much a problem for an arashiko, truing, or jointer plane but it imposes a significant detriment to the quality of a finish plane’s work. So don’t diddle with the mouth contact strip more than is necessary unless you enjoy inletting replacement mouths.
Tools and Techniques for Sole Setup and Maintenance
You’ll need the following tools, at minimum, for initial setup and periodic maintenance of your Japanese hiraganna handplane:
A sharp handplane that can cut a smooth, flat surface. For a 70mm handplane, you really need an 80mm handplane, but with care narrower planes can also do the job. Don’t let it become a chicken and egg problem.
A scraper tool of sorts. I prefer a simple card scraper, an ancient and uniquely Western tool that the Kezuroukai has borrowed and made popular in Japan recently. You’ll need a burnishing tool of sorts to turn the burr. A wide chisel can also be used as a scraper, although it’s hard on the tool’s edge. I was taught to maintain a plane’s sole using either a chisels or the traditional “dainaoshi” plane, aka “tachiganna,” essentially a small scraper plane. These tools work well enough, but the card scraper works better IMHO. Over the years I’ve learned several tricks to improve the performance of these little planes from advanced Japanese joiners, but even then, the downside to the scraper plane compared to the card scraper or even a chisel is that the sides of the plane, and the koppagaeshi for that matter, obstruct the the view of the blade sometimes making me unsure exactly where the blade is shaving in relation to the critical mouth and the other contract areas. Also, it does not work as well when scraping the swamped areas with the grain because the longer body tends to create a flat surface which I don’t necessarily need. The result is that these scraper planes are used mostly to shave cross-grain across the width of the sole leaving a rougher surface. With a card scraper, on the other hand, I can always see the exact position of the blade at all times, and it shaves wood reliably both with the grain and cross-grain while leaving a smoother surface behind. It’s just a superior solution.
A straightedge. The classic Japanese tool for this job is the wooden “shitaba awase jougi” 下端合定規. More on it below. A better more modern tool is the hardened, stainless steel, beveled-edged, notched precision straightedge made by Matsui Precision. This tool has the huge advantage of being able to check the sole for straight, flat and wind with the blade installed and its cutting edge projecting through the mouth the appropriate distance.
Glass plate. A piece of minimum 3/8″ (10mm) thick float glass longer than the sole of your plane.
A pencil.
A small square.
A dainaoshi scraper plane, also called the “tachiganna.”
Procedures
Check the Sole: The first step is to use your straightedge to check that the sole is straight, flat and free of wind. Install the blade and chipbreaker with the cutting edge projecting through the mouth just as it will be when the plane is used. This is important because the wedging action of the blade can cause the body to warp slightly. If you don’t have a notched straightedge and don’t want to make one yourself, insert the blade so the cutting edge remains recessed in the mouth without projecting. 0.001″ is probably OK. Check the sole lengthwise, crosswise, and multiple diagonals.
True the Sole: When initially setting-up or drastically redoing the sole of a wooden handplane, after making the checks listed in No. 1 above, you must make the sole absolutely flat and free of wind (twist) using your handplane and/or scraper and your precision straightedge. You may need to remove and reinstall the blade and chipbreaker several times to get this right. An alternate, but disgusting, technique is to use sandpaper and the float glass mentioned above supported on a stable, flat surface like the bed of a electric jointer or tablesaw to flatten the sole. Be sure to recess the cutting edge slightly. Don’t remove more wood than is absolutely necessary. Check for flatness and wind frequently.
Layout the Contact Strips & Swamps: Use your pencil and square to layout the locations of the contact strips. Then use your pencil to crosshatch the areas to be swamped.
Relieve the Swamp/Crosshatched Areas: With the blade and chipbreaker installed, use your scraper, chisel, or dainaoshi plane to scrape away the appropriate amount of wood from the hollow, swamped areas. Be careful to not let your metal tools touch the blade of your plane.
Check the Sole: With the blade and chipbreaker installed but slightly recessed into the mouth, check how it feels on the supported plate glass. The plane should not rock or roll when you push down on its ends or corners, depending of course on the sole setup you chose and where you push. If it does rock rub a itsy bitsy teeny weeny bit of oil on the glass, place the plane sole-down on it, and move it around a few millimeters. Then check the oil transferred to the sole to determine areas of contact. It may help to add a little graphite from your pencil to the oil to make the contact areas show up better. The most important goal is uniform contact at the strip in front of the mouth.
Refine the Sole: Use your scraper tool to carefully remove material preventing uniform, full-width contact at the mouth. If at all possible, accomplish this by removing material from the other contact strips first. Make only tiny adjustments while sneaking up on the final surface like a tiny, needle-clawed, big-eyed kitten stalking a grasshopper. This is important. During this process recheck the sole with your straightedge and glass plate frequently.
The Shitaba Awase Jogi 下端合わせ定規
The shitaba awase jougi is the first tool I was required to make for myself during training in Japan. This was once standard procedure in all woodworking trades.
It’s simply two sticks of wood, usually cut bookmatch from a single piece of stable, quartersawn soft wood, connected face to face with two dowels or dovetail tenons. If you shoot one edge of this tool with a jointer plane when the two halves are joined, then separate them and hold them up to a light source with their edges butted together, the gap between the two edges will reveal double the error. By rejoining the halves, carefully planing/scraping their edges, and frequently rechecking the gap, one can consistently create two high-precision straightedges that won’t damage your plane blade. The webpage at this link shows how to make one version. It’s a lifetime tool.
When using your plane, sure as eggses is eggses the time will come when you will discover it’s stopped working, usually right at the the most inconvenient time for Murphy will have his way. At that juncture weeping, wailing and gnashing of teethses may ensue! When this happens remain calm and consider the experience for what it is: another step on the path to mastery. Then gird up your loins, really tight so the boys start to complain, and simply follow the three steps listed above. All will be well, I promise.
In the next installment in this series of inklings about stealthy kittens and Murphy’s pointy purple poisonous pecker we will discuss how to use the Japanese handplane, a task many people unwittingly get wrong. Y’all come back know y’hear!
YMHOS
Two 18′ tall Nio wood carvings. Serious woodworking!Guess which one’s Mutt and which is Jeff.
If you have questions or would like to learn more about our tools, please click the “Pricelist” link here or at the top of the page and use the “Contact Us” form located immediately below.
Please share your insights and comments with everyone in the form located further below labeled “Leave a Reply.” We aren’t evil Google, fascist facebook, or or the IT manager for HRC’s bathroom server farm, and so won’t sell, share, or profitably “misplace” your information. If I lie may all my swamps be infested with toxic, arrogant, bellowing, wart-covered bullfrogs, as is the US Congress.
An old-fashioned adjustable chamfer plane. It lacks the convenient screw adjusters of the modern version, but it does a fine job nonetheless.
The edge separates the average from the exceptional.
Anon
In this installment in our series of articles about Japanese handplanes, your most humble and obedient servant would like to present one of the most useful woodworking tools of Japan, the adjustable chamfer plane.
Terminology
In Japanese this handplane is called a kadomenganna, written 角面鉋 in Chinese characters. “角Kado” means “corner,” “面 men” means “surface,” and “鉋 ganna” is a tweaked pronunciation of “kanna” which means “handplane.” Since it’s mainly used to cut 45˚chamfers on the 90˚ corners and edges of wooden objects, and being fully adjustable, I choose to call it an “adjustable chamfer plane” in English. I beg Gentle Reader’s kind undulgence.
Side view of a standard kakumenganna chamfer plane.
Top view of a new kakumenganna chamfer plane. Of course, the 2 Chinese characters stamped on its leg read, top to bottom, “kadomen.” This version has a slightly skewed blade to reduce tearout. The blade and chipbreaker are mounted in a movable block connected to the right and left legs by a tongue and groove joint forming what I call a “carriage.” These two legs serve as fences which can can be opened or closed, using the bolts and nuts seen, to adjust the gap which determines the width of the chamfer to be cut. You can see two graduated brass bars inlet into the legs to help with alignment and in judging the gap.
Components
Your humble servant’s old and well-used chamfer plane. The block which houses the blade is located to the left of the image with two fences I call legs in the middle. Together these form a “carriage.” The horizontal line in the center of both legs was cut by the blade as I shifted the carriage right and left.A side view of the block (left), the underside of the legs (center), and back of the blade (lower right). The cedar block (upper right) is used to adjust the block and remove the blade in combination with a smallish wooden mallet.You can see the brass mouth reinforcement inlet into the sole of the block. This is very important for a chamfer plane that will see heavy use shaping various materials. Although it has become dim over the years, the line drawn across the legs indicate the position of the blade, an important point to watch for when starting and stopping some cuts.
I’m sharing these photos of my old plane as a practical example. When new, the edge of the blade’s head had a sharp burr which I filed down for comfort. This is a type of plane that does not take ham-handed abuse from fools well. Please note that, unlike most such planes used by less knowledgeable folk, the head of the blade is not mushroomed and the blade’s face is not dinged. Why? I have never struck this plane, purchased in 2009, with a steel hammer, not even once. For the same reason the wooden parts, while discolored and less-than-perfect through much use, exhibit none of the deformation, cracking, splitting, chipping and denting planes adjusted using steel hammers always do. This is the fruit of wisdom shared with me by an ancient plane maker on Shikoku island far back in the mists of time (ツ). Rejoice! You and your planes are now free of the chains of ignorance.
The modern Japanese chamfer plane, which is the only type we currently carry, is comprised of a small block of white oak housing a relatively narrow laminated steel blade as well as a chipbreaker.
This block (aka “dai” 台 in Japanese) fits into a “carriage” comprised of two sticks of white oak joined by steel and brass nuts and bolts held in place by captured wing nuts. The block fits tightly into grooves cut into the carriage so the user can shift the block and its blade right or left as necessary to either accommodate the required width of cut, or to expose a sharp portion of the blade when one portion becomes dull.
The width of cut can be quickly adjusted from zero to 24mm wide by rotating the two wing nuts smoothly opening or closing the gap between the two legs of the carriage. Eazy peazy Japaneezy.
The most common variety of chamfer plane has a blade inlet into the block with its mouth oriented 90˚ to the direction of travel. The next most common variety has a blade that is slightly skewed to produce a smoother cut with less tearout. We carry both types.
Standard chamfer plane (left) and skewed chamfer plane (right).
Uses for the Chamfer Plane
Japanese chamfer planes are essentially molding planes with two mutually adjustable fences used to produce chamfered edge treatments on wooden objects. Molding handplanes typically have blades ground to specific profiles intended to plane the edges and corners of wooden objects. Some produce purely decorative, curved shapes such as the Roman ogee, while others produce functional and/or structural edges such as tongue and groove joints.
But 45˚chamfer planes have a simple straight blade intended to produce a flat surface at 45˚ to the adjacent faces of the board. However, some varieties are used to cut chamfered surfaces at various angles.
The ancient, attractive and functional lambs tongue chamfer stop use in wood, stone and ivory.
Once cut this 45˚ chamfer is often left as-is in many projects and especially structural wood members as a finished surface. It tends to make make the board, beam or column look more refined. It also prevents the corners from being easily chipped or torn off, a safety feature in some cases. A hard 90˚ corner in exposed wood is seldom durable and given time and abuse often becomes ouchy.
Nowadays the electric router has sadly replaced practically all molding planes, and although I haven’t used an electric router in 15 years or so, I won’t deny they are very useful tools even if they are ultimately more expensive, destroy the user’s inner peace along with their hearing, fills their lungs with dust, chews their fingers, leaves unsightly ripple marks on the wood, and goes through expensive bits like Homer Simpson does donuts… mmmm donuts.
But routers are not all evil, for they do have the advantage of being able to treat the inside surfaces of curved edge whereas the plane under consideration can only do straight edges and outside curved surfaces. Of course, it’s possible to make chamfer planes that cut inside curved surfaces like those used by coopers (barrel makers).
The Joinery Chamfer Plane
An old but unused chamfer plane for kumiko and cabinet sash with wooden adjustment screws.
Chamfers cut on standard kumiko. Being much less than 45˚, this angle gives the kumiko a refined appearance.Even thinner kumiko with yet a different chamfer angle. Assembly of such continuous kumiko can be challenging.
As mentioned above there are a very few varieties of specialty chamfer planes long used in joinery to produce different angles. Why angles other than 45˚ you say? Ah, perspicacious as always. Well, a simple 45˚ chamfer sheds dust and water well, but in the case of windows, doors and shoji, for example, it removes too much wood weakening mullions and kumiko to the point of structural frailty, and often appears less refined to boot. Sadly, these are no longer being made and are hard to find.
Advantages
As I suggested above, the chamfer plane produces lots of of fragrant shavings but little unhealthy dust. It won’t make your fingers bleed, and won’t grab your clothes.
Indeed, I can still remember the night I was working late on a custom door using a 15amp 1/2″ collet electrical plunge router with a long 3/4″ Ø carbide bit to cut deep mortises. This was before the days of automatic mechanisms to stop the spinning mass of copper and steel that is the armature when the power switch is released. Suddenly, out of pure evil malice, the howling beast grabbed my loose soccer jersey nearly chewing a hole in my chest! Ah, good times!
The chamfer plane works slower than a router, but it won’t gouge your work if you loose concentration for a second, it won’t make burn marks on your boards, or cause She Who Must Be Obeyed to lob complaints about racket and dust at you like barbed arrows smeared with toxic tree frog goop. To the contrary, it’s an efficient, well-behaved, forgiving, even gentle tool, one that produces a flat, sometimes even shiny surface with perfectly crisp edges on wood instead of the burnt and pounded washboard surfaces violent routers often inflict.
Another advantage to the Japanese chamfer plane is its relative light weight and small bulk, compared to the bulky, clunky, mind-numbing electrical equivalent. Much easier to store in the toolbox or work apron. And of course, being a simpler and more honest tool, it’s much less likely to be commandeered by Murphy’s painful pointy purple pecker to wreak death and destruction.
And of course, while its blade does need to be sharpened occasionally, the chamfer plane will provide many decades of continuous service without having to purchase a single nasty spinning bit from the CCP.
While it incorporates a couple of bolts, it has no cord and needs neither piggish chargers, nor poisonous batteries. It is a tool in total denial of the principles of planned obsolescence, predetermined service life, corporate profitability and hidden environmental destruction advocated by the high priests of profit at the Harvard School of Business and Monkey Butts. One might even say it’s a pragmatically contrarian tool. But whatever you choose to call it, I call mine a faithful servant, indeed, a friend.
How to Adjust
Adjusting the width of the chamfer is accomplished by first loosening the two wing nuts on the bolts. If increasing the width of cut, continue to spin the wingnuts out. Then once the gap between the legs is the right width, set the locknuts to the right position, check that the legs are parallel either by using a caliper to measure the distance between the legs at the front and rear of the carriage, and lock the legs in place using the wingnuts.
These planes have graduated brass indicators inlaid across the front legs and another across the rear sides of the carriage that are useful for rough use, but should not be relied on for precise settings.
Alternately, you can rest the plane on the corner of the board and examine the gap between the legs and board. If a significant gap exists, simple adjust the wing nuts until it closes.
When considering the purchase of a chamfer plane, be sure it has a brass plate inlaid in front of the mouth to prevent wear at this high-pressure area.
When you receive your chamfer plane, the block should fit tightly into it’s carriage. This will loosen with use, or applying a bit of oil or wax on the tongues of the block will help. Worse case, use a metal file and a bit of 220grit sandpaper to lightly adjust the width of the tongue.
When removing the block from the carriage, please do not use a steel hammer to strike the block. A wooden mallet works well, but holding a small block of softwood, like the one shown in the photo above, as a cushion between hammer/mallet and plane is best.
A Professional Technique
Quite frequently we need to cut a stopped chamfer, whether it’s for a lambs tongue chamfer detail or where stile meets rail in joinery. In any case, when we need to judge exactly where the blade of our planes starts and stops a cut, it helps to make marks on the chamfer plane’s legs indicating the location of the cutting edge, and corresponding pencil marks on the workpiece, to help with starting and stopping chamfer cuts in the right place.
Summary
The Japanese kakumenganna 45˚chamfer plane is a lightweight, compact, safe, healthy, cost efficient, environmentally sustainable and pleasant tool for quickly cutting chamfers in wood without leaving ugly ripples or burn marks on the wood, or ruining our hearing, or filling our lungs with sawdust. I couldn’t work without mine.
If you have questions or would like to learn more about our tools, please click the “Pricelist” link here or at the top of the page and use the “Contact Us” form located immediately below.
Please share your insights and comments with everyone in the form located further below labeled “Leave a Reply.” We aren’t evil Google, fascist facebook, or or the IT manager for HRC’s bathroom server farm, and so won’t sell, share, or profitably “misplace” your information. If I lie may all my chamfers chip and become slivers in my fundament
Like to the fleeting world of ours, Methinks, are the frail cherry-flowers, For they that bloomed yesterday Are seen to-day to fade away.
Anonymous
It’s cherry blossom season in Japan.
Your humble servant works hard to keep this website focused on tools, as promised, and strives to not pad it with vain and pointless pictures of pets, projects, or product promotions. But every 4 years or so I like to add a post about cherry blossoms, that beautiful flower so important to the people of this island nation.
These photos are mostly of cherry trees and their blossoms in Tokyo proper, a metropolitan area of a little more than 14 million residents containing approximately 13,400 km2 (5,190 sq mi). But despite the difficulty and cost of maintaining them, Tokyo’s residents love their cherry trees adorned in white and pink dresses, and look forward to visiting and admiring them for a few days every year. This is an old and worthy tradition indeed.
I don’t pretend to know much about flowers, but I love trees. So I am posting this in tribute to the adornment of the cherry tree, for like all things that live, their petals will be glorious for only a few days, then fail. Can any of us hope for finer raiment or a more glorious future?
YMHOS
An old cherry tree in a nearby park. Its trunk and limbs are dark and twisted, but its flowers are lovely as ever.The same old cherry tree dancing into the sky. Fallen petals are scattered by the wind to decorate the ground for a brief time.A family has setup a picnic under the cherry tree. I think Treebeard would praise this treeA row of cherry trees with people enjoying the flowers and a picnic lunchThis old cherry tree is nearing the end of its flowers, but it has turned the asphalt below into a pink carpet.Even the house across the street, wet with rain, is adorned with petals.Mrs. YMHOS in her cherry blossom pink best.
Everything in life is risk, from the minute you wake up in the morning and stick your tongue into a toaster.
Anon
Introduction
In this article your most humble and obedient servant will present an obscure fact about traditional Japanese handsaws I call the “Mystery of the Burnt Blade,” as well as a related psychedelic conundrum called “Black Light!”
I will also provide a brief description of how one of the last sawsmiths in the world hand-forges his custom handsaws, and explain how these two mysteries are linked to this ancient, even magical, process.
If you have a metallurgical psychologist’s hat, as I do, perhaps one made of aluminum foil, or better yet, brass with attached wires, bells or baubles, now is the time to secure it to your “seat of knowledge.”
In a world boiling-over with mysteries, however, prioritizing them is sometimes vexingly difficult. For example, is the “Meaning of Life” more important than “Were Bert and Ernie in Love?” Or is the question “When will the Entwives return from shopping at the mall?” weightier than “Are the four surviving Nazgul running just Shat Fransisco or all of Calipornia?”
Cogitating such mysteries has worn my thinking cap down to just a button and a bit of lint, but before I forget (I’m supposed to take some bitter little green pills for my memory, but keep forgetting) I would like to address the subject of this article. As mysteries go, it’s nowhere near as high on the priority list as the whereabouts of the Nazgul’s missing PAC funds, but nonetheless it still puzzles many. Being exceptionally perspicacious, Gentle Reader may find a worthwhile gem or two hidden among the rubble.
And the story goes something like this.
The Story
The curtain on this mystery doesn’t open on a moonless night, black and ragged as a Chicago politician’s soul, concealing a MacBethan circle of wart-covered witches chanting incantations while stirring a cauldron bubbling over purple flames.
Nor is the scene of this mystery a locked cell in a curiously vacated wing of Gotham’s Metropolitan Correctional Center where the guardsmen all nap cherubically, security cameras have all malfunctioned magically (perhaps due to a “Nox” spell?), and where a millionaire child nookie bookie has shuffled off his mortal coil by hanging himself with a bedsheet after breaking his own neck. Harry Houdini must be proud!
No, the curtain on this mystery opens of an early evening in Tokyo almost 40 years ago in front of a rickety old wooden building facing a busy street erected in the warm ashes produced by 174 B-29s on the nights of March 9th and 10th 1945 when the city and many souls burned brightly.
Gentle Reader, we find ourselves in front of the shop and residence of a small, pipe-smoking saw sharpener and his family. They live on its second floor, with a workshop on the ground floor adjoining a dirt-floored doma with a single rickety sliding door opening to the street. There’s space in the poorly lighted entry for perhaps three people who don’t despise each other to stand, but no more. The shop space doesn’t have shelves or glass cases, just teetering stacks of newspapers and magazines wrapped in twine crowding in from the walls permeated by the perfume of oil and steel filings. I don’t know about you, but it’s an atmosphere I love.
Prior to that time my experience with Japanese handsaws was limited to inexpensive hardware store products with bright shiny blades. I didn’t know much about who made them or how they were made, but they seemed to work OK. On the day of this mystery I was looking for a more specialized saw for ripping 6X6 timbers, one not sold by the average hardware store, so I visited the shop of this professional saw sharpener.
As I opened the rickety wood and glass sliding door and called a greeting the little saw sharpener came out from the back, kneeled seiza-style on the raised floor of his workspace, and smiled like a wood carving of a buddhist saint.
After introductions, I described the job I needed to do, the type of wood I had to cut, and the type of saw I thought would work best. He made a thoughtful face as he sorted through his stock of saws in his mind, bobbed his head decisively once, stood up, and without saying a word went into the back. He returned with a saw blade wrapped in newspaper.
When I unwrapped the blade (no handle) my heart sang as I gazed upon its unadorned, elegant lines and subtle beauty. I could feel the blade quivering with excitement at the prospect of being fed some yummy wood after a boring confinement in the back of the shop. It was a 300mm single-edged kataba rip saw with the brand “Nakaya Genji” hand-chiseled into the steel blade.
The saw sharpener told me it was made in Tokyo (yes there were still many sawsmiths living and working in Tokyo back then) by a reputable and skilled blacksmith, but not a famous one, that it was a hand-forged, top-quality working tool, one he had sharpened himself, and that he thought it would satisfy my requirements.
The only problem was cost, about thrice what I had budgeted, but pretending I knew what I was doing, I flexed the blade, held it up to the dim light to check the plate for untoward distortions, and the teeth for cavities. I even pressed my palm against them to check their sharpness. After all this posturing I agreed with the saw sharpener that it was a fine blade. With one reservation….
Mysterious Colors
A hozohiki rip saw hand-forged many years ago by Takijiro for your YMHOS
Now, at the time of my visit to the little saw sharpener’s curious shop I didn’t have enough experience or specialized knowledge to ask intelligent questions about the steel and techniques used to forge and tooth the saw, but although I was ignorant, my eyeballs were still not “fushiana” (“knot holes 節穴”), as the saying goes in Japanese, for they noticed something that wasn’t quite right.
What was this smudge on the saw’s face that shocked me but did not faze a professional saw sharpener? It was a localized discoloration at the center of the blade, a vaguely-shaped area golden brown in color, possibly indicative of the blade having been exposed to high temperatures, perhaps hot enough to soften the steel, a serious defect indeed in the case of chisel and plane blades.
The saw sharpener was not impressed in the least with my knothole’s perception, but exercising extreme patience, gave me a partial explanation.
As he clarified at the time, and as I was able to confirm in more detail during the intervening years, this area of color is commonly seen on the plates of quality saws made in Eastern Japan, which included Tokyo where I purchased the saw in question, but it is not commonly seen on saws made in Western Japan, which have simple bright steel blades instead. Likewise, inexpensive, mass-produced handsaws, including exchangeable-blade kaeba saws, never have this colorization. Ahah! The thot plickened.
C&S Tools’ hozohiki rip saw hand-forged by Nakaya Takijiro. Please notice the colorization.C&S Tools’ dozuki crosscut saw hand-forged by Nakaya Takijiro. Please notice the colorization.
So what I deduced from his comment was that this spot of color is neither strange nor suspicious, but is actually desirable, indeed seen as an indicator of quality, depending upon geography. Sound hinky to you? It did to me too.
An Historical Example
Years ago the following example was related to me by a reliable source with personal knowledge, and I while I am extremely fond of daring fashion statements, I have not seen it with my own knotholes and so won’t accept any bets about its veracity that involve a forfeit of wearing lady’s underwear on my head out in public again, so please don’t offer.
From 1639 to 1834 Japan was closed to foreign countries with the sole exception of Holland, and even then access was severely limited.
In the early 1800’s a Dutch doctor purchased a bunch of Japanese woodworking tools which he took back to Holland. Those tools recently returned to Japan and observers noted they had the same appearance as modern handsaws saws made in Eastern Japan, evidence that this colorization is not just a modern feature of Japanese handsaws.
How to Make a Traditional Japanese Handsaw
In order to explain the metallurgical roots of the Mystery of the Burnt Blade I humbly beg Gentle Reader’s kind indulgence as I relate the following summary of the process of making a hand-forged professional-grade handsaw in Eastern Japan as explained to me by Nakaya Takijiro Masayoshi, one for the few remaining master sawsmiths in the world. Any errors are the sole responsibility of your humble servant.
Takijiro posing in front of his forge.Takijiro applying a final polish to your humble servants bukkiri gagari saw. Two of his anvils are visible. Please notice the scraper marks and colorization of the blade
Steel Selection
Saw blades do not require high levels of carbon. Indeed, too much will make the teeth fragile. Shirogami Saw steel and Shirogami No.2 steel have been popular for many years, and Takijiro uses S-2, but he prefers Yellow Paper steel with its lower amount of carbon for the extra toughness it affords.
With materials now in hand, let’s get to smithing.
Cutting the Plate
The sawsmith first cuts the steel plates for a run of saws using manual shears. These are not embroidery shears held in one hand, but rather a hand-powered single-bladed mechanism operated while sitting on the floor.
Initial Forging
Using a gas/charcoal forge, springhammer, hand hammers, and rectangular steel anvil he then heats and shapes the plates.
At the conclusion of this stage the saw plate is an approximately saw shaped piece of thin steel, burnt in appearance and warped. The iron tang will be attached later by forge-welding.
Nakaya Takijiro forging a saw tangNakaya Takijiro’s forge set into the floor of his smithy.
Annealing/Normalization
The next step is to annealthe saw plate. Sometimes this process is called “normalizing.” While it involves heating and cooling the blade, instead of making the steel hard, it makes it as soft as possible.
The purpose of this step is to relieve stresses, create a uniform and relaxed crystalline structure in the steel, and to soften the steel to prevent cracking during forging.
Annealing and normalization are very similar processes, both performed by heating the steel to a specific “recrystallization” temperature”(about 750˚C or 1380˚F for Shirogami No. 2), and allowing it to “soak” at that temperature for a specific amount of time. In the case of annealing, steel is left in an oven while temperature is slowly reduced in accordance with a specific heat curve. But when performing normalization, the white-hot steel is removed from the forge/oven and allowed to cool at room temperature, a faster, more economical process.
The traditional Japanese annealing/normalization process Takijiro employs at this stage is technically not pure annealing, but neither is it simple normalization. He heats the blades and upon removing them from the forge immediately places them to soak and slowly cool overnight inside a sealed, but neither airtight nor temperature-controlled, container filled with rice straw ashes, a low-oxygen, high-carbon atmosphere.
This annealing/normalization process is hot and dirty work, unsuited to either impatient factory workers or to mass-production, one that it adds considerable time and cost to production while yielding few benefits purchasers nowadays can discern using Mark-1 Eyeball, as seen through the lens of what I call “Chinese Logic.“
Why Chinese logic, you say? Because the benefits it imparts to the crystalline structure of a steel blade are not only impossible to analyze without using an expensive SEM, but are difficult to check through conventional non-destructive quality control procedures, and impossible to judge from an illustration in a catalog (harking back to the Sears Catalog days) or a digital photo on the internet, all reasons why this critical step is always neglected by other than well-trained, dedicated craftsmen like the blacksmiths C&S Tools works with, who refuse to cut corners.
The next morning, the blades are removed from their resting place in the ash box. At this point they are still too hot to handle without gloves or tongs.
Cold-forging
Now that the saw plates are roughly shaped and annealed, the next step is to further refine their crystalline structure by forging them using hammer, tongs and anvil. Takijiro does not, however, heat the blades during this step.
During this stage Takijiro prefers to forge blades by hammer and hand two at a time, one stacked on top of the other. The position of the blades in the stack is changed frequently so approximately the same number of blows directly strike both faces of both blades. Not only does this save time, but it cushions and better distributes the force of the hammer blows.
He then repeats this process by hammering both sides of a single blade.
The purpose of all this violence is to “tighten up” (shimeru 締める) and improve the blade’s crystalline structure, the primary benefit of “hand-forging” tools and weapons. This is not possible in a mass-production situation.
Obviously, if this step is performed carelessly, or by untrained factory workers and without properly annealing beforehand, a blade will crack sure as eggses is eggses. Just another of those jobs not suited to the amateur.
Quenching
The purpose of quenching the blade, of course, is to create a rigid, hard, even brittle crystalline structure.
Quenching Step 1: Heat the blade in a gas/charcoal fire to 800 degrees beginning at the blade’s tang end.
Quenching Step 2: When the blade is properly heated, plunge it it into rapeseed oil (canola oil is genetically-modified rapeseed oil) cooling it quickly. For more details, please read The Story of a few Steels.
Forge-weld the Tang to the Blade
The next task is to attach the soft iron tang to the hard steel blade by lapping the tang over the blade, heating the lap, and hammering until the two pieces meld. This technique, called “forge welding,” is as old as blacksmithing but has not been standard practice in Japan for the past three or four decades having been entirely replaced by electrical welding.
Takijiro does not use a welder.
Performance-wise, a forge-welded tang is not superior to an electrically welded one, but since it’s a sure sign of a hand-forged sawblade and indicative of traditional craftsmanship, it’s a detail highly desired by those who know the difference.
A forge-welded tang identified by the curved line crossing the blade just above the “machi” step-down to the tang.
Tempering the Blade
Quenching makes the blade hard, but also brittle and quite useless as-is. The purpose of tempering therefore is to slightly break-down steel’s crystalline structure while reducing the amount of carbides, thereby making the blade flexible and much tougher.
Proper tempering also greatly improves a blade’s edge-retention performance. This is a key step in the Mystery of Steel, and in the case of Takijiro’s handsaws, is accomplished in four steps.
Tempering Step 1: Heat the blade to 300 °C (570˚F) beginning at the toe (tip) end of the blade, allowing the temperature increase to spread to the tang.
Tempering Step 2: Place the blade on the floor to air-cool.
Tempering Step 3: Reheat the blade to 400˚C (750˚F) beginning at the tang end of the blade, allowing the temperature increase to spread to the toe end.
Tempering Step 4: Place the blade on the floor to air-cool.
The portion of the blade near the forge-welded tang needs to be left a little softer for toughness and to allow the blacksmith to chisel his signature, one reason for the two-step process.
Removing Warpage from the Blade
Subjecting a thin piece of high-carbon steel to extreme violence by fire, hammer, and sudden cooling in oil during the operations described above will always make it warp, so it must next be straightened by the precise use of hammer, tongs and anvil. This is a task that requires patience and much experience. Once again, a task impractical if not impossible in a mass-production situation.
Adjusting the Thickness and Taper of the Blade.
Two customer ryouba saws, one made in Tokyo and the other Niigata, with handmade handles of larch wood. The colorization is especially dramatic, and although the blacksmiths are different, the color is nearly identical.
The faces of a true high-quality hand-forged saw blade are not tapered willy nilly, nor in the simple parallel planes typical of mass-produced ground-and-sanded blades. Instead it must be shaped in a “double-taper.” In the case of a kataba (single-edge) saw, the first taper is from the teeth to the blade’s back, meaning the blade is thickest at the teeth, becoming gradually thinner towards the back.
The second taper is the blade becoming thinner from tang to toe.
Combining these two tapers results not in the creation of two flat planes in the saw blade, but curved surfaces on both faces of the sawblade. Please make sure you understand this detail well.
Let’s examine this double-tapered surface in a bit more detail. A case in point is the more complicated double-edged ryouba saw. If we examine a cross-sectional cut across a high-quality ryouba sawblade’s width (perpendicular to the long axis of the blade), we will observe that the blade is thinnest at its long center axis and thickens moving outwards towards the teeth on both sides so that, as the blade cuts deeper into the wood, the gap between the blade and hairy sides of the cut increases.
If we next examine a cross-sectional cut through the length of the blade, we will see the plate is thickest at the tang-end and thinnest at the toe, such that as the blade is pulled towards the user, the portion of the blade cutting the kerf is always thinner than the kerf itself, thereby reducing friction and the tendency to bind and buckle. The combination of these two tapers on each face of a sawblade is what your humble servant calls a “double taper.”
Restating the previous paragraph, as result of this double-taper the thickness of the sawblade inside the kerf being cut measurably decreases as a stroke progresses, incrementally reducing the pinching forces acting on the blade in the kerf, as well as the friction of hairy wood fibers on the blade. The net result is that the energy necessary to motivate the blade is decreased, cutting precision is improved, and the blade is less likely to be damaged by buckling.
In the case of double-edged ryouba saws, this increase in thickness from the plate’s centerline to the teeth has limited usefulness, however, because, as the blade cuts into the wood deeper than its centerline, the blade gradually becomes thicker increasing friction in the kerf. This is one reason why some craftsmen, including your humble servant, prefer single-edged “kataba” saws over the more cost-effective and convenient ryouba saw.
These pinching/ friction forces can also be reduced, of course, by adding extra set to the teeth. But set is not all blue bunnies and fairy farts because, while it’s indeed effective at reducing pinching/friction forces acting on the blade in the direction of the blade’s width, it is not effective in the direction of the blade’s length, unless a large amount of set is added.
Applying minimal set matters because the greater the set, the more wood must be cut, the more time and energy must be expended, and the more cutting precision is reduced. Cheap saws and replaceable-blade saws lacking taper must have a humongous amount of applied set, BTW, an ungainly and wasteful feature despised by knowledgeable craftsmen.
A high-quality handsaw with a good double-taper will cut with less effort, in less time, without binding, and with greater control and precision than a plain, flat saw, even one with adequate set. Contingent, of course, on the skills and perception of the user.
I don’t know where this subtle idea was first developed, but I understand it has been used by advanced blacksmiths throughout the world for centuries. Why? because it works.
So how does the sawsmith impart double taper to a blade? It begins with having a vision of the finished blade in-mind when shaping and forging the blade with fire, hammer and tongs. But there are practical limits to the precision achievable with fire and hammer, so the master sawsmith will adjust the blade’s thickness using two-handed scrapers to shave steel from the plate.
Takijiro’s toolrack of two-handed sen scrapers.A pile of hardened steel shavings from a saw plate produced by Takijiro’s sen scrapers.
Although few know them and even fewer use them nowadays, scrapers were once tools found in every metal working shop around the world. In trained hands they are capable of achieving amazing precision, such that all metalworkers and even college students studying machinery engineering in the USA as late as the 1960’s were trained extensively in their use.
Expensive 3-axis CNC grinders can do the job, but conventional grinding and sanding equipment is unable to achieve the quality of taper that hand-scraping can.
The marks hand scrapers leave on a sawblade are obvious and very different from those left by grinders and sanders, and being the results of handwork, are something to look for when evaluating a saw. On the other hand, ground, sanded and polished blades are shinier and prettier than scraped blades, and if the polishing was done after tapering by hand with a scraper, I can find no fault with it.
But please be aware that extensive sanding and polishing contribute nothing to a saw’s performance, while on the other hand are highly effective at concealing grinding failures. More sizzle less bacon.
Caveat emptor baby.
Cut the Teeth
The sawsmith uses a hand-powered shear contraption with tooth-shaped blades (kinda sorta like the teeth in pinking shears) to cut (or punch) the teeth. The teeth produced during this step are quite rough.
Rough Filing
The sawsmith uses hand files to shape and refine the teeth cut in the previous step.
This first filing operation produces properly-shaped but not perfectly sharpened teeth.
Applying Set
Now that the teeth are properly shaped, the sawsmith applies right-left set to the teeth using an anvil and a special hammer. The following videos YouTube videos show the process, although at a much slower pace than real life.
The next step in the process is for the sawsmith to use a hammer, anvil and chisel to carve his legal, registered signature into the blade just above the tang, as seen in the photos in this article. This feature was perhaps borrowed from the sword world, but no one knows. In any case, it’s this unique signature and the way it was cut that witnesses the handmade nature of the saw as well as the name of the craftsman that made it.
Sometimes this brand name is easily read, but often the characters are stylized to the point of illegibility. For instance, not only your humble servant, but most Japanese are unable to read even one of the six characters in Takijiro’s signature. “The signature is the signature” he explains.
Sharpening
With the teeth shaped and set applied, the teeth are now ready for their final sharpening.
Traditionally, most blacksmiths simplify this step to a quick and dirty sharpening, but for an extra fee, they would send the blade to a professional sharpener for a more refined sharpening job called “Honmetate” (hohn/meh/tah/teh 本目立て). Takijiro, however, was trained by his master to a higher level of proficiency, and for the first 3 years of his apprenticeship was tasked with sharpening saws exclusively, skills that are wonderfully obvious in the performance of his saws. All of his saws receive honmetate by him.
I was unable to find a video showing a professional sharpening job on a cabinet-grade saw in-action, only jobs on larger saws, mostly for trimming apple trees. But while the tools and process are much the same, the skill and speed required to sharpen the numerous fine teeth of a dozuki crosscut saw are awe-inspiring.
The Answer to the Mystery of the Burnt Blade: Coloration (Irozuke 色付け)
In the Japanese language this final step in the saw making process is called “irozuke” (ee/ro/zoo/keh 色付け) which I’ve translated as “colorization.” In the Japanese language this translates directly to “apply color.” It’s also called kesho ( keh/sho) 化粧), which is the same word used for makeup, as in the gunk and powdered pigments women and actors apply to their faces.
In this step, the sawsmith uses a deformed truncated cone, simply a piece of sheet metal bent into a cone with the pointy end cut off and smashed into an oval shape.
He places the wide end of this cone in his forge, or on a gas stove, so the heat will rise and be funneled into an oval shape. He rests the sawblade on the narrower, upper end of the cone so it focuses heat onto a specific area of the blade. When the blade reaches the right temperature, as judged by color changes, he removes the blade and allows it to air-cool.
The answer to the Mystery of the Burnt Blade, therefore, is this “colorization.”
As described above, the first time your humble dogsbody saw a professional-grade handsaw in Tokyo I was shocked at the sight of the golden-brown spot of color on its blade. Since then, I’ve heard many suppositions for its existence, most pungent BS, but the true reasons for this additional step are threefold.
Colorization is the final step in the tempering process, one that slightly softens the steel in a critical spot to make the blade tougher. This is one application of “differential hardening” a technique of which blacksmiths are extremely fond, one that is important to a saw’s performance.
Second, the resulting differential hardness slightly reduces the blade’s springiness by damping the tendency in a thin hardened-steel plate to develop resonant harmonic vibration, a problem that inflicts many saws. Gentle Reader may have experienced this while using large Western panel saws when the blade tends to vibrate and quickly “waggle” right and left towards the end of the return stroke, movement that is not only distracting but wastes time and can harm precision. This characteristic too is important to those with the skills adequate to tell the difference.
And last, at least in Eastern Japan, colorization is clear evidence that the saw was properly forged without taking any shortcuts, much like an actress will take care in applying her makeup before a performance, except that, unlike bottle and powder makeup, colorization on a sawblade reveals instead of conceals. Oh yes, and it costs a hell of a lot less than Gucci Beauty‘s foundation gunk.
Theatrical makeup tastefully applied to a lady performer at the Beijing Opera. Were a trowel and sandpaper involved or just Photoshop?Colorization applied to a Japanese Kabuki actor. Obviously a different kind of theater.
The Black Light Mystery
I will conclude by relating another mystery about handsaws Master Nakaya Takijiro shared with me
According to Takijiro, scraping a sawblade by hand can reveal the quality of the forging and heat-treatment of a saw blade in ways no other methodology can, because shavings freshly scraped from an expertly-forged and heat-treated blade will, for a brief moment, exhibit a shiny black color, what he calls “black light” (kurobikari 黒光). On the other hand, shavings scraped from an inferior blade will always be plain bright steel.
A grinder is unable to provide this quality insight.
Conclusion
Despite the subject of this article being somewhat obscure, I pray it has has been informative.
Until we meet again, I have the honor to remain,
YMHOS
A cherry blossom lake in Shakujikoen Park in Tokyo
If you have questions or would like to learn more about our tools, please click the “Pricelist” link here to view our tools, and use the “Contact Us” form located immediately below.
Please share your insights and comments with everyone in the form located further below labeled “Leave a Reply.” We aren’t evil Google, fascist facebook, or the US Congress’s corrupt January 6th Committee and so won’t sell, share, or profitably “misplace” your information. If I lie may the Nazgul piss on my roses.
If you want to know what a man’s like, take a good look at how he treats his inferiors, not his equals.
J.K. Rowling, Harry Potter and the Goblet of Fire
Introduction
This is the second in a two part series about Japanese exchangeable-blades handsaws (“kaeba saws”).
In Part 1 we examined the history of how these saws came to be, how they are manufactured, and the market forces that made them so popular in Japan and even overseas. In this conclusion we will consider their advantages and disadvantages compared to traditional fixed-blade saws, and explain a few simple techniques Gentle Reader can employ to improve the performance of one variety.
I think all who have used them will agree that exchangeable-blade handsaws (“kaeba saws”) are effective and convenient products. However, Gentle Reader may be pondering, no doubt with exquisite grace and dignity, the question: “Do kaeba handsaws exhibit performance superior to well-made traditional handsaws?” The simple answer is unequivocal: sometimes yes, sometimes no. The Okey Dokey list below summarizes the reasons supporting your humble servant’s decisive answer.
But to avoid too much confusion, let’s briefly review the materials and techniques used in making the kaeba handsaw before attempting to navigate Okey & Dokey.
Review of Materials and Production
You will recall from Part 1 that kaeba saw blades are manufactured in automated CNC production lines using pre-hardened, pre-sanded, sheet steel of uniform thickness purchased from rolling mills. The sawmaker’s machinery cuts out the blade blanks, deburrs them, punches the teeth, shapes and polishes them with automated precision grinders, adds set to the teeth, and sometimes tensions the blades between rollers. The teeth of some blades are also instantaneously induction heat-treated (what some manufacturers call “impulse hardened) producing teeth harder than a sawfile.
Unlike the blades of traditional, high-quality saws, however, kaeba saw blades are not differentially hardened, taper-ground, trued or hammer-tensioned, nor are their teeth professionally sharpened, tuned or quality inspected. And of course, the backs of backsaws like dozuki are not carefully fitted. These are big, decisive differences not apparent to the untrained eye.
So with these physical differences in mind, let us next consider the pros and cons.
The Okey Dokey List
Some Advantages of Kaeba Handsaws Compared to Traditional Handsaws
Lower Initial Cost: The initial cost of kaeba saws is less than traditional hand-forged saws. This is to be expected as they are mass-produced on automated machinery involving zero handwork by craftsmen.
Greater Convenience: Dull or damaged blades can be quickly replaced with new, sharp blades improving convenience and obviating the need to carry entire bulky spare saws, and to have their teeth resharpened.
Greater Durability: Kaeba sawblades with induction-hardened teeth (aka impulse-hardened teeth) are more durable and remain sharper longer than traditional fixed-blade handsaws, especially when cutting EWP (engineered wood products) such as plywood, MDF, OSB, LVL, glulams, etc. which contain hard adhesives and abrasive sandpaper grit. This is not the case for all kaeba sawblades, of course. From the craftsman’s viewpoint, this is perhaps their most significant performance advantage, and is nothing to sneeze at.
Disposable: Like cat litter, plastic beverage bottles, and modern marriage, kaeba saws are a “use and toss” product that need not be repaired, only replaced. Fortunately, unlike marriage and cat depositions, lawyers don’t get involved much.
Disadvantages of Kaeba Handsaws Compared to Traditional Handsaws
Less Economical Long-term: While cheaper when new, and although some kaeba saw blades can be resharpened (except those with induction-hardened teeth), the cost of a new replacement blade is typically more expensive than the direct cost of a professional sharpening job, another profit motive for planned obsolescence
Limited Blade & Tooth Options: While popular blade and tooth shapes/quantities are readily available, the specialist blade shapes/teeth required for woodworking trades and tasks other than carpentry (e.g. luthier, fine interior joinery, kumiko zaiku, large rip and crosscut work, smooth cutting of hard woods, etc.) are simply not available as kaeba saws often leaving craftsmen who rely solely on kaeba saws bereft of adequate tools. Case in point: most kaeba saw blades are designed to cut the varieties of softwood commonly used in housing construction quickly and efficiently but are not well suited to cutting most hardwoods smoothly or precisely. On the other hand, some craftsmen and certainly professional saw sharpeners can readily modify the teeth of a traditional saw to satisfy specific job requirements. Younger craftsmen that grew up using only kaeba saws do not even realize this sad state of affairs. I encourage Gentle Reader to learn how to sharpen your own noble saws.
Unknown Materials & Quality: As mentioned above, kaeba saw blades are made from pre-hardened, pre-sanded sheet steel (chemical content undisclosed) of uniform thickness supplied by rolling mills (nation of origin undisclosed). When your humble servant first inspected a kaeba saw maker’s plant around 2010, they were using high-quality, clearly-identifiable steel of known chemical composition produced by a reputable Swedish mill (specs and QC marks etched on the surface of the steel), but now that kaeba sawmakers have effectively conquered the handsaw market in Japan, the “bait and switch” principles taught by Harvard Business School and exemplified by McDonalds hamburglers have been fully implemented. Not unlike BS, B&S is an extremely profitable business management tool, one considered wise by some short-sighted business executives and those who can’t count past 20 without dropping their pants. Caveat emptor, my dear.
Differential Heat Treatment: Although some Gentle Readers may be unaware of the importance of differential heat treatment in an excellent sawblade, much less the pros and cons thereof, kaeba sawblades lack the advantages of the differentially hardened plate found in quality, traditional Japanese (and Western) handsaws resulting in:
Decreased toughness of the plate
Increased springiness and resonant vibration in-use often harming precision;
Taper Grinding: Being made of uniform-thickness sheet steel, the kaeba sawblade is not taper-ground resulting in:
Increased binding and kinking in use. A kinked sawblade, of course, is irritating and destroys precision. It’s also less than worthless because it interrupts the user’s work as he replaces it, an inconvenience and expense the uninformed user typically blames on himself even though the true culprit is the inferior sawblade.
Greater set is required to avoid binding and kinking, which equates to more energy and time expended to create more sawdust, a positive factor for weight loss, but not so much for efficient work.
Greater tendency of the blade to wander in the cut increasing irritation while reducing precision.
Sketchy/No Hammer Tensioning: Although some kaeba blades are tensioned between steel rollers in the same way circular sawblades are, the tensioned area in kaeba saws is a band across the length of the blade, and not the ideal oval shape sawsmiths typically produce by hand resulting in greater susceptibility to warpage/buckling as the blade heats up in use resulting in increased friction in the cut, reduced work efficiency, increased irritation to the user, and more damaged blades requiring replacement thereby increasing the profits of sawblade manufacturers, distributors and retailers. Another of Baldrick’s cunning plans?
Less Precision: The precision achievable using kaeba backsaws such as dozuki is significantly less than that of high-quality hand-forged traditional dozuki backsaws for the following reasons:
The back may not be straight;
The back is not secured to the blade as securely permitting more slop;
The plate has never been trued and may not track as precisely.
The set of kaeba saw blades is decidedly excessive for precise joinery work.
Rougher Cuts: Kaeba blades typically have greater set compared to traditional sawblades necessitated by their lack of taper grinding, making the saw cut less smoothly. In addition, uneven left-right set often encourages the sawcut to wander into the weeds.
Landfill Stuffing: As mentioned in Advantage 4 above, like cat litter, plastic beverage bottles, and modern marriage, kaeba saws, are “use and toss” products, veritable landfill stuffing in-waiting. I will leave it to Gentle Reader to decide if this is good or not, but I am convinced kaeba saws find the transition from valued tool to rubbish lonely and emotionally damaging, which explains the increased demand for board certified metallurgical psychologists such as ton modeste serviteur.
Only Gentle Reader can answer the question of which type of saw is superior, but despite my sometimes negative observations listed above, I freely admit to liking and using both types in the context of “horses for courses.”
User Improvements to the Kaeba Dozuki Saw
Many moons ago I associated with a group of young, energetic and extremely pragmatic carpenters in Tokyo intent on finding solutions to deficiencies in modern tools anyone could put into effect. For instance, one item they studied to death was how to get the most from synthetic waterstones, a highly-successful bit of research IMHO.
Another tool they researched was the kaeba dozuki. While they didn’t propose any new, earth-shattering innovations, some of their techniques are worth employing.
Improvement No. 1: Side-jointing the Teeth
This first tuning technique is one that works on all handsaws and can especially help your kaeba dozuki saw cut straighter and more precisely, leaving a narrower kerf and smoother surfaces. This is traditionally performed using a file in the case of standard sawblades, but in the case of a kaeba dozuki saw with induction-hardened teeth, we need to use a harder tool and with more precision; Enter the Arkansas stone stage right.
You will need a new kaeba dozuki blade, a hard (not soft), flat Arkansas whetstone (novaculite) dimensioned approximately 8″x3″ (larger is OK but much smaller won’t work well), a piece of white copy paper, a can of light-weight spray lube such as WD-40, CRC5-56 (not PTFE), or brake cleaner, a relatively clean toothbrush, and a clean cotton rag. Please note that India stones, carborundum stones, waterstones, diamond plates won’t get the job done.
Lay the paper down on a flat, stable, wooden board or workbench. Place the sawblade on top.
Give the blade a light spray of lube.
Gingerly place the hard Arkansas stone lengthwise on the blade parallel to the cutting edge, with one end hanging approximately 25mm (1″) off the toe end of the blade, one long edge resting on the blade, and the opposite long edge hanging off the blade about 6mm (1/4″) past teeth.
Without placing any downward pressure on the stone, pull it towards the heel (handle end) of the blade, parallel to the tooth line, in a single smooth stroke until the end of the stone is hanging about 6mm off the heel of the blade. Slow or fast, it makes no difference, but I prefer slow. Just one stroke, mind you. The goal is for the stone to lightly abrade the sides of the tips of the teeth essentially “jointing” and bringing them all into line. In addition, and perhaps more importantly, even if your sawblade has perfectly uniform teeth, kaeba dozuki blades almost always have too much set, which this technique will reduce, improving the smoothness and precision of the cuts it makes.
Turn the sawblade over and repeat steps 1~4. With this the stone will have made a single pass over both sides of the tips of all the blade’s teeth. In the case of blades with induction-hardened teeth, you may need to make 2 passes of the stone per side, but be aware that every pass reduces the useful life of the blade significantly. Also (and this is very important if you value your sanity), be sure to make the same number of strokes in the same manner to both sides of the blade.
Take the blade outside and blast it with your can of spray lube to remove any particles of stone and metal left in the teeth. You may not be able to see this swarth (mixture of stone, steel and lube residue), but it is there, and if not removed, it will dull the blade during the first stroke in wood sure as eggses is eggses.
Use the toothbrush and more spray lube to scrub the teeth to remove any remaining swarth residue.
Spray the blade with lube or brake cleaner from both sides with the teeth pointing downward flushing any remaining swarth out of the teeth.
Wipe the blade with the cotton rag from the blade’s back over its teeth. You don’t want the teeth to cut the cloth, or the cloth to catch on the teeth. If you observe any swarth residue on the cloth, repeat steps 6, 7 & 8. Do not use the saw until all the swarth is gone.
Tasting the Pudding
Now that the sawblade’s teeth have been side jointed, let’s test them to see if they need further persuasion.
You’ll need a piece of flat, knot-free softwood like pine with one straight/square edge, perhaps 150mm (6″) wide and 19mm (3/4″) thick. Use your marking knife and hardened square to mark a line on the wide face perpendicular to the straight edge. Clamp this board to your supporting bench or sawhorse with the line you just made hanging off the side.
With the saw’s edge angled about 30˚from the horizontal plane (surface of the board), begin a cut from the far end of the line. use a light touch and let the saw cut where it wants to cut. Does the saw cut a straight line, or does it tend to wander to the left or right?
You may not be able to tell from this initial test, but pay attention when using the saw to see if it tends to wander from the line. If it does, the teeth on the side of the blade it tends to drift towards may have too much set, in which case use the same stone and lube to joint the teeth on the offending side. Be very gentle because there’s a risk of making it worse.
Again, be aware that side jointing the teeth means you will have to joint the top of the teeth more than usual next time you sharpen them reducing their length and the overall lifespan of the blade that much more. This is not a big loss for kaeba saws, but will reduce their lifespan.
Improvement No. 2: Tuning The Back
Straightening a kinked and/or twisty saw can be a little like wrestling the carp in the wood block print above. I don’t know the story depicted here, but I’m pretty sure it’s a scene in a kabuki play. The guy in middle with the sword is an actor named Onoe Tamizo playing a carpenter named Rokusa. The guy on the right with the ugly scowl is played by Banto Hikosaburo (no sword visible). The lady (?) on the right with the short sword is played by Onoe Eizaburo. These are all male names because men play the female roles in kabuki plays, and acting troupes then were often related as they are now.
Dozuki saws have steel backs used to stabilize the thin blade and protect it from buckling. In the traditional saw this is a folded strip of steel that clamps over and tightly grips the back of the blade, much like Western backsaws. In the case of kaeba dozuki saws, however, the back cannot tightly grip the blade too tightly or it will be impossible to replace the blade, reducing the money, money, money, money, mo-ney the manufacturer needs Gentle Reader to contribute towards his purchase of that new Italian sportscar and the Greek vacation he promised two of his girlfriends (at the same time?).
The problem is that this necessary “tolerance” (aka “slop”) often allows the blade to wander more than is necessary. But what to do? I propose three useful techniques below for Gentle Reader’s kind consideration.
Deburring the Slot
The first item we need to check for is burrs inside the slot in the back. This is not a frequent problem, but it does occur.
Begin by removing the blade from handle/back, reversing it, inserting the nose or tail of the blade in the slot, and without cutting your hand, running it back and forth in the slot. This should give you a good idea if there any big burrs or restrictions in the slot. If you find any, mark the location on the back with a marking pen.
Next, and while it may imperil your extravagant income and glamorous lifestyle as an international hand model, run your fingernail inside the slot checking for burrs that might tend to tweak the blade this way and that.
If you detect any burrs, a skinny deburring tool might get rid of them. Be careful that bits of metal don’t fall inside the slot.
Or, you can fold a piece of wet/dry sandpaper (220 grit?) in half and run it back and forth in the slot where the burrs are hiding removing/smoothing them. Some of that spray lube might help. When doing this, once again be careful to prevent large pieces of metal from falling inside the slot. When done, thoroughly flush out any swarth and bits of metal with a few squirts from your can of spray lube or brake cleaner while swinging the handle like a helicopter rotor blade. I guarantee The Mistress of the Blue Horizons will neither understand the importance of this manly ritual nor appreciate the artistic spots it may leave on her walls and ceilings, so I suggest you perform it outside, with style and grace of course.
Straighten the Back
With the slot safely deburred, let’s next consider the back’s straightness. Obviously, if a saw’s back isn’t straight, the blade won’t be either, and the cut it makes will tend to wander. So you need to check the back, and if you determine it’s out of wack, correct it.
The back, being made of folded sheet metal, is not a precision-milled component, so please don’t expect perfection, and firmly quash any OCD persnicketiness.
With the blade installed, use a precision straightedge held against the sides of the back with a lightsource to check for bow and gaps. Be sure to check both sides. A steel straightedge like that of a combination square will work, but a thinnish beveled-edge straightedge like our 400mm stainless steel straightedge by Matsui Precision works best.
A feeler gauge may be helpful in evaluating any gaps.
Straightening the back is not something readily done with a hammer for a number of reasons, but we can bend it straight if we are careful. To do this, lay the saw, with blade attached (this is important), on a flat workbench top or board with the cupped surface facing up. Place a stick of wood under and perpendicular to the back at the lowest point of the cup. The thickness of this stick is key and will take some trial and error.
Place one hand pressing down on the end of the back where it joins the handle, and the other hand on the far end. Press down slowly and carefully, bending the back without taking it past the yield point where the back will permanently bend. The back should rebound when you remove pressure, returning to its original shape without permanent deflection. Repeat this until you develop a sense of the pressure required to reach, but not exceed, the “plastic limit” of the back. You may need to add to the thickness of the stick used to spring the back.
When you have a good sense of the pressure required to just reach the plastic limit, press down on the back again with a little bit of extra pressure causing the back to permanently bend just a tiny bit. No pro-wrestling moves, please. Check the back with your straightedge to determine any improvement in straightness.
The same bending action can be achieved by placing the back, with blade attached to keep the slot from closing up, in a vise with padded jaws. Don’t clamp the saw in the vise tightly, but leave a little gap, and press on the back where it joins the handle, not the handle itself. This technique works well, but since it’s a bit more difficult to feel the plastic deformation of the back, and to control the point of flexure, it requires more self control. Please keep that darned inner badger under tight control.
If the back is snaking this way and that (very unusual), you can try the same technique in various directions.
Check progress with your beveled straightedge frequently.
If this doesn’t work, and your dozuki still refuses to make high-precision cuts, bite the bullet and replace it.
Tuning the Slot
Now that the blade slot is deburred and the back is fairly true, the next step is to determine if we need to improve the gripping pressure of the back on the blade.
This is a difficult job because we need the back to apply enough pressure on the blade to hold it in place without wiggling, but too much pressure will make it difficult to remove and replace the blade without damaging it. So begin by checking the fit of the blade in its slot.
Insert the blade and, while holding it under a strong light, push it right and left paying attention to any gaps that may open between blade and back.
If you discover any significant gaps, mark the locations on the back with a marking pen. A feeler gauge may be helpful. You will need to judge if the blade wiggle caused by these gaps is enough to warrant an attempt to close the gaps.
There are two ways to close any gaps; Both are risky. The first is to use a small hammer to tap tap tap on the back. The second is to use a vise or a C clamp to close the slot. Either way, be sure the blade is in the slot when you execute.
This concludes our tome about handsaw history, advanced business management techniques, rodent cuisine and modern marriage. I hope you found it informative.
YMHOS
If you have questions or would like to learn more about our tools, please click the “Pricelist” link here or at the top of the page and use the “Contact Us” form located immediately below.
Please share your insights and comments with everyone by using the form located further below labeled “Leave a Reply.” We aren’t evil Google, fascist facebook, commie TikTok, or the crackhead son of a US President and so won’t sell, share, or profitably “misplace” your information. If I lie may my dozuki saw do sneaky snakey stuff.
























































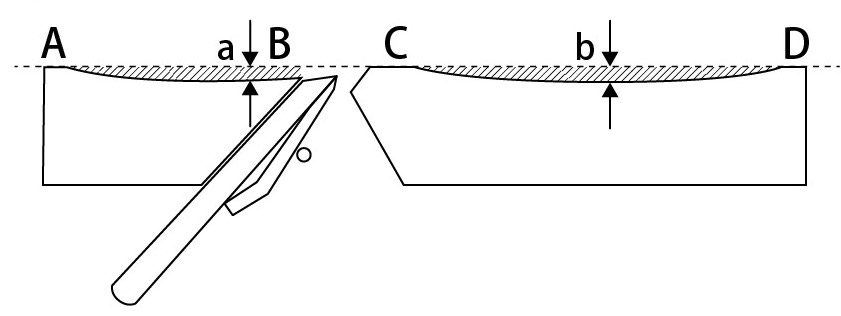









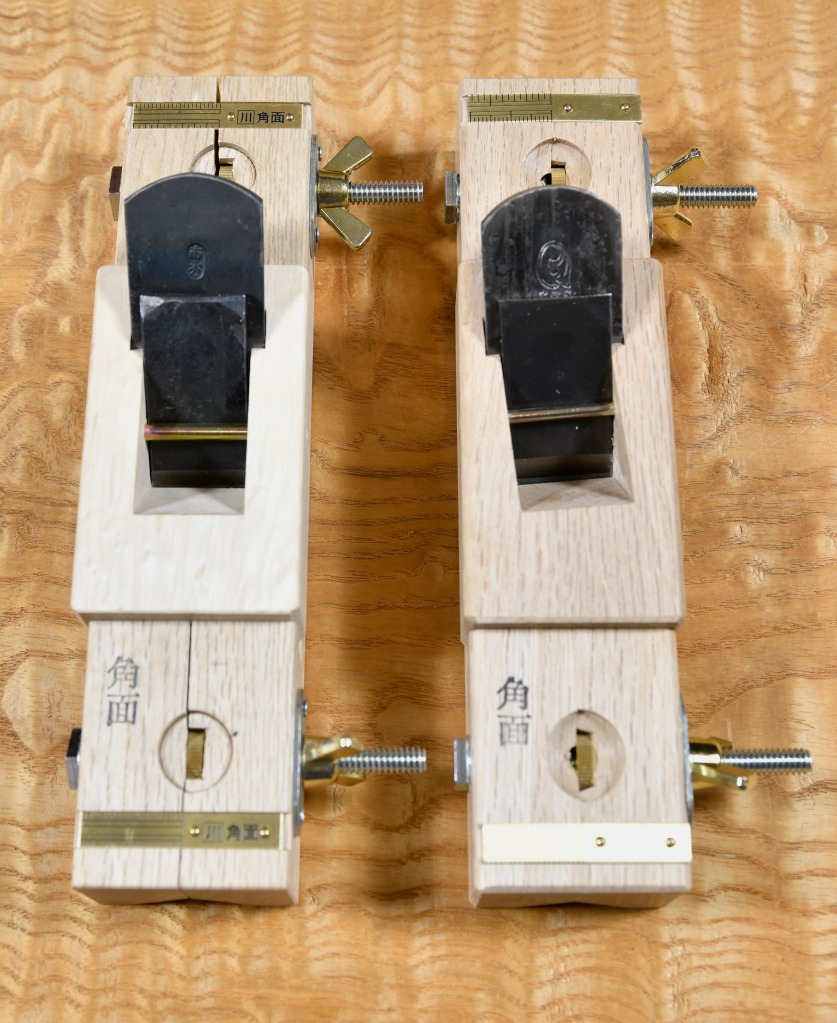

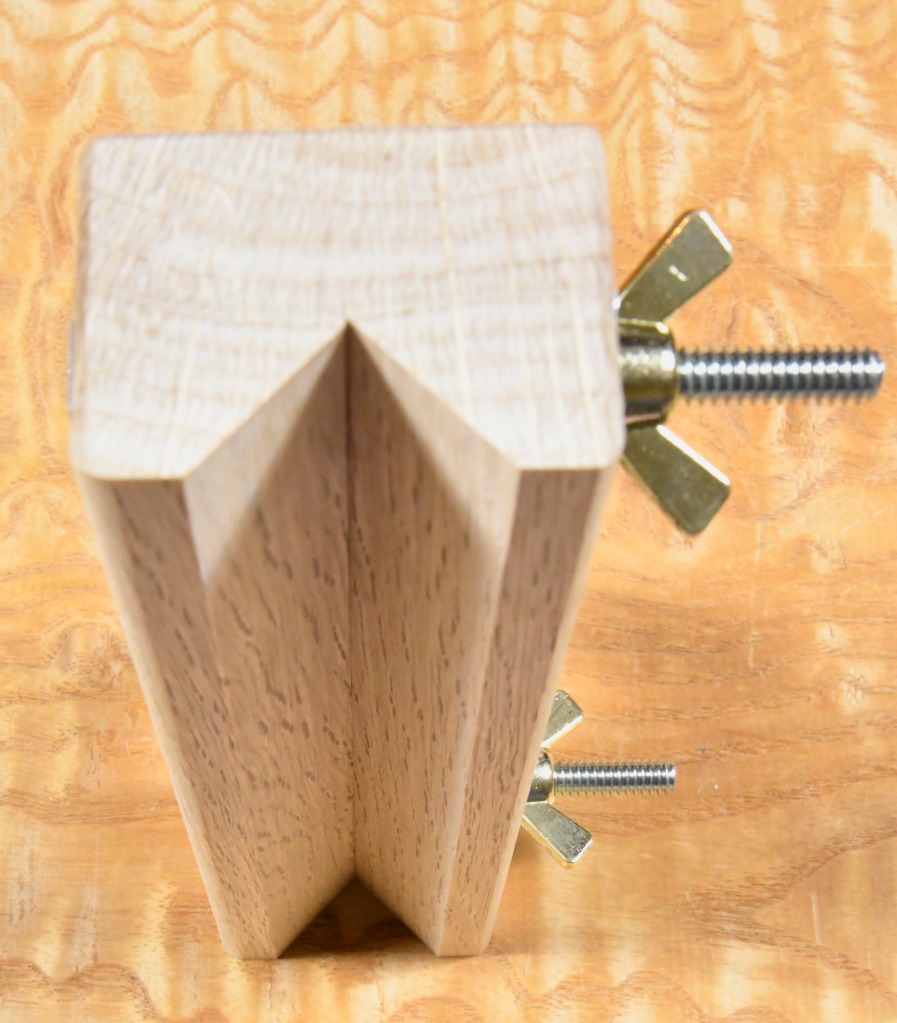
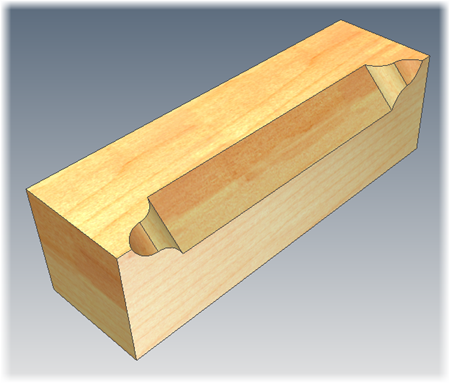


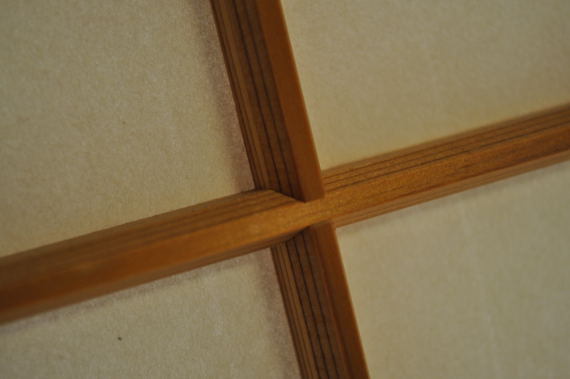
































Leave a comment